
FIGURA 5.1. Proceso de tres operaciones y su tiempo de ciclo
Tras gozar de una hegemonía incontestable durante la mayor parte de siglo XX, en las postrimerías del mismo, el modelo de gestión convencional en masa vio cómo se hacían esfuerzos como consecuencia de la imparable progresión del lean management. Entre ellos destacan dos sistemas de gestión que aparecieron en la década de 1980, en Estados Unidos, cuando la gestión lean (entonces aún no conocida con este nombre, sino simplemente como el Sistema de Producción de Toyota o TPS), estaba irrumpiendo con fuerza en este país.
Estos dos modelos novedosos de gestión fueron, por una parte, la gestión basada en las limitaciones o cuellos de botella de Eliyahu Goldratt y, por otra, los sistemas denominados Flexible Manufacturing Systems (FMS). Estos últimos no tienen un auténtico cuerpo de gestión, sino que se trata de aplicar tecnología computerizada para poder convertir una serie larga de producción de un producto estandarizado en pequeñas series de variantes de este producto, cuyos cambios responden a órdenes de programación por ordenador. Al final de esta obra les dedicaremos un capítulo.
Por lo que hace referencia a la gestión basada en las limitaciones o cuellos de botella, podemos considerar que es un representante genuino de los esfuerzos que se desarrollaron en paralelo a la irrupción de la gestión lean, para elaborar un modelo de gestión que utilizara conceptos avanzados e innovadores, algunos en la línea de la gestión lean, tales como orientar la gestión al proceso y no a cada una de las operaciones independientemente, mantener un equilibrio en el flujo del proceso en lugar de primar la productividad de cada una de las operaciones, eliminar el stock en proceso y admitir que una máquina pueda detenerse si está produciendo más allá de lo necesario.
La gestión basada en las limitaciones, también conocida como TOC (Teory Of Constraints), supone realmente una alternativa a los dos grandes enfoques de gestión, la convencional en masa y el lean management.Y lo es, no solamente porque supone un avance claro respecto a la gestión convencional (como ya hemos anticipado en el párrafo anterior), sino porque, además, es conocida y utilizada de forma universal. Ello es debido, en buena medida, a que permite mejorar ostensiblemente el rendimiento de un sistema productivo, aunque se rija por patrones convencionales, tales como una implantación funcional, trabajadores especialistas y entregas de materiales push y, además, lo consigue de una forma realmente sencilla, todo lo cual es lo contrario de lo que ocurre con la gestión lean.
La gestión basada en las limitaciones parte del principio de que el tiempo de ciclo del proceso es el de su cuello de botella que, de momento, consideraremos como tal a su operación condicionante, la más lenta, por lo que lo supedita todo a esta. El proceso ejemplo de la figura 5.1 muestra este hecho.
FIGURA 5.1. Proceso de tres operaciones y su tiempo de ciclo
Dado que este enfoque de gestión se basa en establecer un flujo equilibrado de producto a través del proceso en lugar de optimizar operación a operación, se establece que todas las operaciones del proceso operen al ritmo del cuello de botella independientemente de su capacidad real, avanzando el producto por lotes o en flujo unitario. De esta forma, en las operaciones que no son cuellos de botella habrá un sobrante de tiempo. ¿Queremos eliminar este sobrante y hacer más productivo el proceso? Pues solo hay una cosa que hacer según Goldratt: aumentar la capacidad del cuello de botella, lo que no supone aumentar los recursos de que dispone, como, por ejemplo, más personal o máquinas (en cuyo caso eliminaríamos el cuello de botella, más que mejorarlo), sino que deberemos mejorar su eficiencia lo que, además, mejorará la eficiencia de todo el proceso. Por el contrario, aportar más recursos supondría operar como lo hace la gestión convencional (que, por ejemplo, cuando no se ha producido bastante, hace horas extraordinarias, sin más).
La figura 5.2 muestra el proceso de la figura 5.1 con todas las operaciones ajustadas al ritmo del cuello de botella (5 minutos/unidad) y, luego, con una mejora en la eficiencia del cuello de botella que le permite operar a 4 minutos por unidad y, con ello, también al resto de operaciones del proceso que están capacitadas (de sobra) para ello, aunque esto requerirá nuevas acciones específicas para que ocurra realmente.
Así pues, es muy importante determinar qué acciones pueden mejorar la eficiencia de los cuellos de botella. Veamos algunas de ellas:
• Evitar cualquier tipo de paro en los cuellos de botella (cambios de turno, descansos, mantenimiento, etc.) en horario de producción, de forma que se lleven a cabo fuera de horario o que no sea preciso detener el proceso (por ejemplo, en un descanso del personal, que la máquina no pare, sino que se cambie la persona).
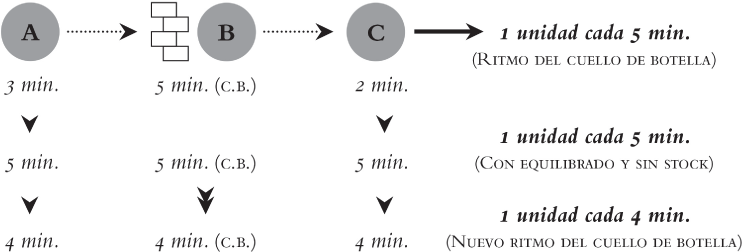
FIGURA 5.2. Proceso equilibrado al ritmo del cuello de botella y mejora de este
• Evitar producir en los cuellos de botella piezas que no se requieren de una forma inmediata. Por ejemplo, evitar la tendencia a producir lotes mayores que los que realmente precisa la demanda, para evitar un exceso de preparaciones o cualquier otra razón (en todo caso, resolver este problema).
• Realizar los controles de calidad antes de proceder a las operaciones cuello de botella, ya que, de lo contrario, este procesaría unidades de producto que no computarían en la producción final, reduciéndose su capacidad real.
• Desviar los procesos de piezas que puedan llevarse a cabo, con un recurso no cuello de botella, a otros recursos. En realidad, los cuellos de botella pueden llegar a «crearse» debido a una actitud tendente a canalizar las operaciones hacia determinadas tecnologías, máquinas o personal muy experto, debido a su capacidad diferencial de operar con eficiencia, convirtiéndolos así en cuellos de botella.
• Modificar el diseño de piezas para eliminar o simplificar las operaciones en los cuellos de botella. Este caso puede ser una variante del anterior, debido a la tendencia a diseñar los productos para poder aprovechar las tecnologías, máquinas o personal expertos allí referidos.
• Utilizar, si cabe, personal o equipos de bajo rendimiento para apoyar los recursos cuello de botella. En efecto, con ello podrá ocurrir que se reduzca la productividad de tales recursos, pero la producción del cuello de botella aumentará y, con ello, la de las demás operaciones del proceso, con lo cual todas y cada una de ellas mejorarán su productividad y, lo que es más importante, el proceso también.
• Preparaciones rápidas en las máquinas que integran los cuellos de botella, ya que de esta manera, estarán menos tiempo paradas. Las operaciones no cuello de botella no precisarán mejorar los tiempos de preparación (aunque ello podrá depender de la cuantía de estos), pues, como dice el mismo Goldratt, todo tiempo ganado en un no cuello de botella es un espejismo.
• Disponer de un stock de seguridad frente a los cuellos de botella para que no le afecten los desequilibrios del sistema, como veremos a continuación.
Con estas acciones y otras que puedan sugerirse, puede mejorar el ritmo del cuello de botella y, por tanto, el ritmo de todo el proceso, como muestra la figura 5.2. ¿O no?
En realidad, el hecho de que cada operación se lleve a cabo a un mismo ritmo no implica realmente que el proceso funcione a este ritmo, debido a que el mismo es, en mayor o menor grado, es el resultado de una media (decimos: hoy hemos producido 150 piezas en una jornada de 10 horas, luego hemos operado a un ritmo de una pieza cada 4 minutos). Pero el hecho de que exista una variación en el ritmo real de producción de cada operación podrá hacer que el proceso no opere a este ritmo. Veamos un ejemplo:
Una operación funciona con un flujo de 1 kg por minuto durante 5 horas y 2,33 kg por minuto durante otras 5 horas (por lo que se trata de un flujo irregular). Veamos cuál es su capacidad:
Capacidad: 1 × 60 × 5 + 2,33 × 60 × 5 = 300 + 700 kg
en 5 + 5 h = 1.000 kg en 10 h
La operación que sigue a esta no podrá cumplir con este ritmo, ya que los primeros 300 kg los recibe en 5 h y los debería haber recibido en 3 h (100 kg/h). El retraso de 2 h con que comienza los otros 700 kg se mantendrá aunque ajuste su flujo a su capacidad y no podrá entregar los 1.000 kg en 10 horas, sino en 12.
Veamos qué ocurre en realidad: si una producción se lleva a un ritmo promedio de una unidad cada 4 minutos, puede ocurrir que:
1. Llegue una unidad a los 3 minutos a una operación. Como esta se hallará ocupada durante 4 minutos en la unidad anterior, esta ganancia de tiempo se perderá esperando que la operación acabe con dicha unidad anterior.
2. Llegue una unidad a los 5 minutos a una operación dada. Esta llevará 1 minuto esperando la llegada de la citada unidad, pero cuando proceda con ella estará ocupada durante sus 4 minutos con la misma (sobre todo si se trata de un cuello de botella), por lo que el retraso se arrastrará hacia el final del proceso (recogiendo, quizás, más retrasos en otras operaciones).
Ante esta situación, los adelantos no sirven para nada y los retrasos retrasan la entrega y el proceso no podrá operar al ritmo –promedio– de cada operación, aunque sean todos iguales.
¿Qué hacer en este caso? Goldratt nos da su solución: que los no cuellos de botella que aún tengan sobrante de tiempo aunque el cuello de botella haya mejorado su ritmo lo aprovechen para recuperar los tiempos perdidos por el supuesto 2) de retraso en la recepción del producto. Las demás operaciones, en principio los cuellos de botella, dado que no pueden absorber retrasos, ¡que no los tengan! Así de fácil. Pero ¿cómo? Simplemente, disponiendo de un stock de seguridad para que tengan garantizada la capacidad de operar con una unidad de producto en cuanto acaben con la anterior.
No deja de ser sorprendente que en lo referente al stock, como en otros aspectos, la gestión basada en las limitaciones podemos considerar que supone un estadio intermedio entre la gestión convencional (que tiene stock en todas las operaciones) y el lean management (que trata de eliminarlo en todas ellas). La figura 3.5 mostraba esta situación de una forma muy clara.
Bajo esta hipótesis, un sistema gestionado con base en las limitaciones puede acercarse paulatinamente a uno de producción lean (en la medida que se considere deseable). En efecto, a medida que mejora la capacidad de los cuellos de botella, la sincronización de las operaciones se hará más completa y se precisará menos stock de seguridad; asimismo, la gestión basada en el proceso y no en las operaciones aisladas favorece la implantación en flujo cuando se estime que puede hacerse y además el propio modelo aconseja la evolución hacia la perfección en la línea de la producción ajustada en varios aspectos más, como por ejemplo la operativa con lotes de producción y de transferencia reducidos.
Por otra parte, como aspecto realmente diferencial de la gestión TOC, hemos de considerar que cada recurso mantiene su capacidad que, de ser inferior a la que se pretende alcanzar en la producción, nos al auténtico concepto de cuello de botella. En tal caso, puede seguir operándose como en la implantación convencional: con trabajadores especialistas (que siguen haciendo el mismo trabajo) y en una implantación funcional.
El equilibrado que se pretende implantar se basará en el flujo y no en la capacidad. Los flujos serán los que se ajusten a la capacidad de la operación condicionante (sea o no cuello de botella) y este es un aspecto diferencial en relación al lean management. Aumentar la capacidad del sistema implicará, pues, aumentar la de dicha operación y cada minuto ganado en ella será un minuto ganado en todas y cada una de las operaciones del sistema.
Hasta cierto punto parece que con ello puede lograrse el mismo rendimiento que con un sistema lean, pero centrando los esfuerzos solo en la operación condicionante o en los cuellos de botella, si hay varios (en lean habría que actuar sobre todas y cada una de las operaciones). En efecto, en la figura 5.2 ya comentada, en el proceso inicial, si aplicáramos los principios de la producción lean, deberíamos distribuir las tareas entre los tres puestos aprovechando su polivalencia, lo que nos llevaría a asignar, para cada puesto, un total de tareas de cada unidad de producto igual a:
(3 + 5 + 2) / 3 = 3,33 minutos
Pero en el sistema TOC, basta llevar la mejora del cuello de botella B (que en la figura ha llegado a 4 minutos por unidad), hasta un total de 3,33 minutos, ya que las otras dos operaciones pueden operar, sin más, a este ritmo (e incluso más rápido).
Sin embargo, sería precipitado pensar que el sistema TOC logra los mismos objetivos con menor esfuerzo, ya que la producción lean rebasa en muchos aspectos los objetivos de aquella e, incluso, en lo referente a la productividad obtenida, hemos de decir que, en la producción TOC habrá puestos con tiempos de paro (al no haberse equilibrado realmente las capacidades) y, además, no tiene la flexibilidad para adaptarse fácilmente a cambios en la situación.
Como aspecto complementario, debemos insistir en que los no cuellos de botella deben ir al ritmo de los que sí lo son, pero además, suministrando puntualmente a estos. Esto es importante, ya que puede ocurrir que, con su exceso de capacidad, se dediquen a producir para otros procesos de forma que cuando hubieran de suministrar a los cuellos de botella no estuvieran en disponibilidad de hacerlo.
Otro aspecto complementario es el referente a la reducción del tamaño de los lotes, tan propugnado por los sistemas de gestión actuales, que supondrá una ventaja clara para las operaciones no cuello de botella y limitada para los cuellos de botella.
En efecto, por lo que hace referencia al lote de producción, su reducción acarrearía más tiempos perdidos en preparaciones. Si se trata de hacerlo en puestos no cuello de botella, puede abordarse a costa de sus tiempos sobrantes, pero en los cuellos de botella no los hay y, si hay más preparaciones, se deberían llevar a cabo en menos tiempo, lo que nos llevaría a hablar de técnicas más propias del mundo lean.
Finalmente, por lo que hace referencia a los lotes de transferencia, su reducción puede acarrear más tiempos perdidos en transporte, a menos que las operaciones se hallen en flujo, cosa que no exige el sistema de Goldratt. De no ser así, en los no cuellos de botella podrían absorberse estos mayores tiempos, y en los cuellos de botella podría operarse con lotes mayores (como excepción).
Resumiendo lo expuesto, la gestión basada en las limitaciones o cuellos de botella (TOC) se caracteriza por:
• Gestión del proceso como conjunto (enfoque a proceso) y no operación a operación independientemente.
• Capacidad de producción limitada por la de los cuellos de botella sobre los que hay que actuar para aumentarla.
• Proceso equilibrado igualando el flujo de cada puesto con el de los cuellos de botella (y no la capacidad como en el sistema lean).
• Aumentos de producción que obtener fuerzan a mejorar la capacidad de los cuellos de botella.
• Reducciones en la producción que obtener pueden llevar a parar máquinas o forzar a cambiar la actividad de determinados puestos de trabajo.
• Lotes de producción reducidos, que exigirán tiempos de preparación mayores, lo que, en principio, no es un obstáculo en los no cuellos de botella.
• Operativa con lotes de transferencia reducidos, que puede exigir más transportes, lo que en los no cuellos de botella puede no ser un obstáculo, como en el caso anterior, y en los cuellos de botella, excepcionalmente, podría operarse con lotes mayores.
• Stock de materiales limitado y en línea con las necesidades de los cuellos de botella.
• Stock de productos en proceso solamente en los cuellos de botella (para independizarlos de los retrasos en la recepción de materiales).
• Calidad de los productos controlada antes de pasar por los cuellos de botella, para que estos no tengan que procesar producto que no servirá.
• Mantenimiento preventivo o basado en reparaciones, según se lleve a cabo en el sistema pero, en todo caso, evitar averías y paros en los cuellos de botella.
La figura 3.6 proponía, como recordarán, una alternativa entre los dos grandes sistemas de gestión (el convencional en masa y el lean management). En ella se recogen los aspectos que pueden proponerse para dicha alternativa, incluso más allá de la teoría de las limitaciones, cuyos principios son los encerrados en un cuadro debidamente indicado como características de un sistema TOC. Esta parte de la figura 3.6 la reproducimos ahora en la figura 5.3. En esta, observamos que se puede completar el diseño más allá de la gestión convencional con aspectos para los que el enfoque TOC no se define, tales como:
• Operativa push, del tipo de la utilizada en la gestión convencional, ya que una operativa pull solo tiene sentido en el contexto de un sistema lean.
• Tipo de implantación de los procesos: se propone la implantación funcional, ya que facilita la aplicación de la gestión TOC, directamente sobre un sistema de corte convencional y, además, el flujo ajustado a la capacidad de los cuellos de botella de una implantación TOC no exige una proximidad física.
• La eliminación del stock, excepto en los cuellos de botella, puede propiciar que se eliminen los almacenes de materiales (e incluso los que se hallan en proceso), sustituyéndolos por pequeños stocks en los propios puestos (en este aspecto, más cerca del lean management).
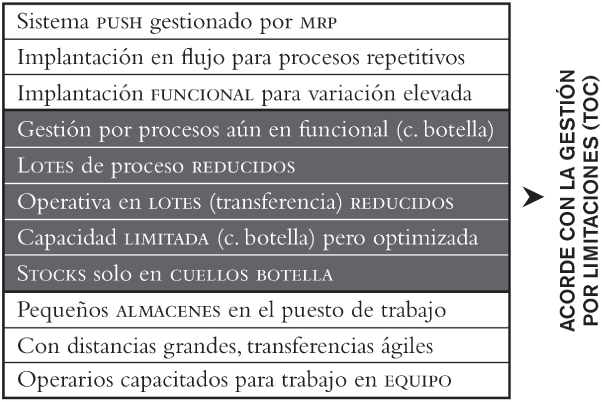
FIGURA 5.3. Características de un sistema intermedio
• Si se mantiene una implantación funcional y, por tanto, distancias largas entre operaciones, debería hacerse un esfuerzo para minimizar los transportes, si realmente se quiere disminuir el tamaño de los lotes de transferencia. Ello podría lograrse con los avanzados sistemas de carros que se mueven automáticamente, por medios filoguiados, por láser u otros.
• En lo referente al tipo de personal, podríamos quedarnos con el especialista convencional. Una vez más, esto permitirá aplicar el enfoque TOC sobre una base convencional, cuando en realidad nada lo impide.
CASO EJEMPLO DE APLICACIÓN DE LOS PRINCIPIOS DE LA GESTIÓN BASADA EN LAS LIMITACIONES (TOC)
Aplicando solo algunos de los principios básicos de la gestión TOC, podemos obtener –de forma extraordinariamente sencilla– importantes mejoras:
En la figura 5.4 observamos, ante todo, un proceso entre dos máquinas A y B, tal como se llevaría a cabo en una implantación convencional de tipo funcional, enfocada a las operaciones independientemente (etiquetado como gestión por operaciones).
En el conjunto de ambas operaciones, la máquina B (con una productividad de 800 unidades) es el cuello de botella.
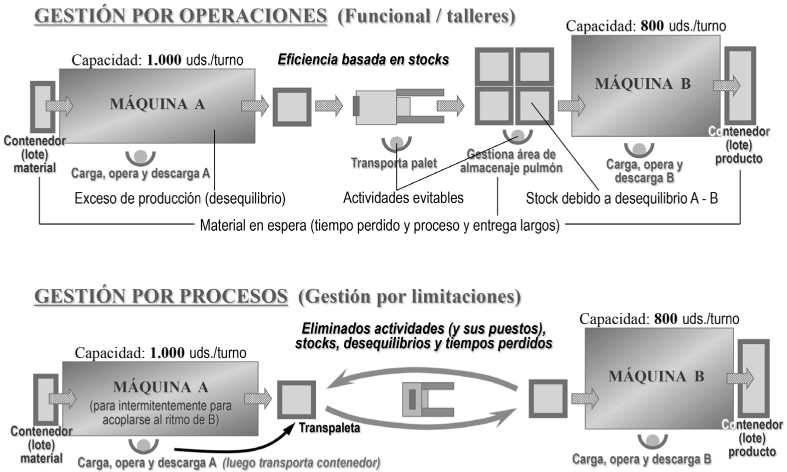
FIGURA 5.4. Gestión por operaciones frente a gestión por procesos
La máquina A opera llenando contenedores que una carretilla lleva a la zona de la máquina B, donde se generará un almacén «pulmón» debido a la menor capacidad de la máquina B que, a su vez, opera llenando nuevos contenedores.
En la segunda parte de la figura vemos una posibilidad mucho más eficiente (etiquetada como gestión por procesos), en la que la máquina A opera llenando un único contenedor y, cuando lo termina, se detiene. El contenedor se lleva a la máquina B con una traspaleta y se deja en dicha operación, retirando –cuando esté vacío– el único contenedor que habrá en la zona de esta máquina, para devolverlo a la máquina A. Cuando el contenedor llega junto a ella, la máquina A reinicia su actividad, habiéndose situado así, al mismo nivel de producción que la B (flujo de A igual al de B), pese a lo cual, la capacidad del sistema se mantiene en 800 unidades. Para que el trabajador de A no esté parado mientras lo está la máquina, él mismo puede llevar el contenedor de A a B y volver con el otro de B a A. En tal caso, y como se observa en la figura, ¡habríamos eliminado la mitad de los puestos de trabajo (de 4 a 2, incluyendo el chofer de la carretilla) y se eliminaría también el almacén!
La ganancia es, en verdad, muy grande para lo poco que costaría implementarla ¿no? Y no hemos ni entrado en mejorar la capacidad del cuello de botella.
Así pues, la gestión basada en las limitaciones o cuellos de botella aporta mejoras evidentes en la eficiencia de los procesos y, en este sentido, también se halla a caballo entre la gestión convencional basada en las economías de escala y los sistemas más innovadores, en la línea del lean management, que persiguen la economía de recursos, eliminando las actividades sin valor añadido. En efecto, la gestión basada en los cuellos de botella también trata de economizar recursos para mejorar la eficiencia de los procesos (por ahorro de tiempos de paro, de operaciones en productos que no tienen la calidad adecuada, de stock en curso –con el equilibrado del proceso–, etc.), esto sí, centrando los ahorros en los cuellos de botella.
La operativa basada en las limitaciones o restricciones debe cumplir las siguientes reglas que enumera Goldratt:
1. Debe equilibrarse el flujo del proceso, sea cual sea la capacidad, la cual no es preciso alterar.
2. La operativa de un recurso no cuello de botella viene limitada por alguna limitación fruto de la presencia de un cuello de botella.
3. Un recurso activado (listo para operar), solo debe utilizarse en la medida de lo necesario (distingue entre recurso activo y recurso utilizado).
4. Cada minuto perdido en un recurso cuello de botella es un minuto que se pierde también en todo el resto del sistema.
5. Un minuto ganado en un recurso no cuello de botella es un espejismo (que no tiene repercusión en el sistema). Así, en nuestro conocido proceso de la figura 5.1, si la operación A se llevara a cabo en 2 minutos en lugar de 3, la producción del sistema no variaría y, en cambio, se amontonaría más stock antes de la operación B.
6. Los cuellos de botella marcan el ritmo de la producción del sistema y, como ha quedado claro en la regla anterior, también gobiernan el inventario.
7. Los lotes de transferencia deben ajustarse de forma que los cuellos de botella los reciban antes de quedarse sin stock para operar con él. Cuanto menores sean, menor será el peligro de que esto ocurra, ya que se suministrarán con mayor frecuencia.
8. Los lotes de producción podrán tener ajustado su tamaño, que también conviene que no sea elevado y deberá ser posible variarlo.
9. Las prioridades del sistema pueden establecerse con mayor racionalidad una vez conocidas las restricciones o limitaciones del sistema.
Siguiendo de nuevo a Goldratt, la implantación de la gestión basada en las limitaciones, restricciones o cuellos de botella y de las reglas que hemos enumerado, puede hacerse en cinco pasos, lo que supone un sistema cerrado sin fin, ya que el último paso lleva de nuevo al primero. Son los siguientes:
1. Identificar la limitación o cuello de botella condicionante.
2. Tratar de obtener la máxima eficiencia de la misma, con acciones como las que se expusieron anteriormente (eliminar al máximo los paros, no producir más de lo necesario, realizar los controles de calidad antes de procesar en un cuello de botella, etc.).
3. Subordinar la actividad de todos los recursos del sistema a la que puede desarrollar el recurso condicionante.
4. Elevar al máximo la capacidad de dicho recurso, apoyándolo. Ya sabemos que incluso es correcto apoyarlo con recursos aún menos eficientes que él.
5. Cuando una restricción ha dejado de serlo, debido a las acciones anteriores, si se desea que el sistema mejore aún más su eficiencia, debe volver a iniciarse esta metodología por pasos, comenzando de nuevo por el primero.
La figura 5.5 muestra un sistema productivo con varios procesos (que puede tener, a su vez, varios cuellos de botella), en el cual el ritmo lo marca la operación condicionante (la más lenta, el cuello de botella «más cuello de botella») que, debido a que marca el ritmo, Goldratt lo llama «tambor». Supondremos que la operación condicionante (tambor) será la A4.
Esta operación deberá disponer, como sabemos, de un stock de seguridad o «buffer» para protegerse contra cualquier retraso de las operaciones precedentes A1 a A3. Su montante debería ser la producción de la operación condicionante en el tiempo que transcurre desde el inicio de la primera operación hasta ella. Pero, además, el material procedente del proceso A (donde se halla A4) debe sufrir un ensamblaje con el material con origen en los procesos B (B1 a B4) y C (C1 a C4), es decir, con el producto BC, para obtener el producto final ABC. El ensamblaje ABC alimentado con material procedente de la operación condicionante B4, no debe detenerse por falta de materiales con origen en los procesos B y C, por lo que puede ser conveniente disponer de otro buffer frente al ensamblaje final ABC, con material procedente de dichos procesos B y C.
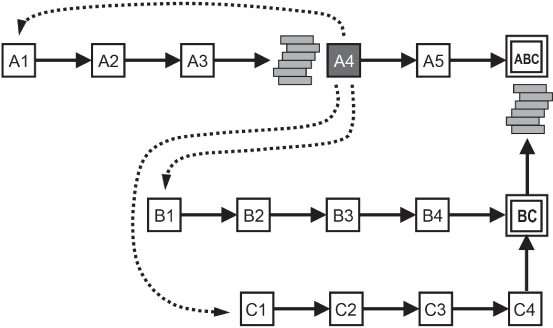
FIGURA 5.5. Sistema compuesto por múltiples procesos
Finalmente, queda por implementar la importante regla de la gestión por limitaciones, que exige que todas las operaciones funcionen al ritmo de la operación condicionante, el tambor. Es evidente que las operaciones que siguen a esta (A4), es decir A5 y ABC, forzosamente operarán a este ritmo, ya que vienen condicionadas por A4. Pero debemos asegurarnos de que las que suministran materiales a A4 y las que los suministran al ensamblaje final ABC operen también a este ritmo. Esto puede llevarse a cabo enviando órdenes de producción para A1, B1 y C1 que se ajusten al ritmo de A4 (o simplemente manteniendo un stock inicial de materias primas en todos los procesos, que no permita operar a un ritmo mayor). Este es el sentido de las flechas que van de A4 a A1, B1 y C1. Es como si estos se hallaran «atados» a A4. Es lo que Goldratt llama la «cuerda», dando lugar a un sistema que, en conjunto, se rige y se conoce por tambor – cuerda – buffer.
Un aspecto importante es el tamaño de los lotes de producción y de transferencia, que el sistema de Goldratt trata de que sean reducidos. De esta manera, el stock en curso y el lead time o tiempo total de procesado del producto se reducirán (de lo cual nos ocuparemos ampliamente en esta obra). Sin embargo, ya hemos comentado que la reducción del tamaño del lote de producción generará más preparaciones, lo que supondrá un problema en los cuellos de botella (y por ello podrán aceptarse lotes mayores en los mismos) y la reducción de los lotes de transferencia puede generar más transportes y manipulaciones, sobre todo en las implantaciones de tipo funcional, en las que las distancias entre operaciones pueden ser largas.
Hemos comentado también que las actividades no cuello de botella pueden echar mano de sus excedentes de tiempo para compensar las mayores preparaciones e incluso los mayores transportes y manipulaciones (en la medida que participen en ellos), pero pueden correr el peligro de que, con ello, se conviertan en cuellos de botella. Veremos ahora cómo influyen los tamaños de los lotes en el desarrollo del proceso.
Para comprender y cuantificar lo que ocurre al cambiar los tamaños de lote, utilizaremos una primera versión, sencilla, de una herramienta visual muy potente que a lo largo de esta obra emplearemos intensiva y extensivamente para diseñar, gestionar y controlar procesos y plantas completas de producción. Se trata del Diagrama OT, que permite hacerlo de forma sencilla, pero muy avanzada y completa.
La figura 5.6 muestra un proceso A que entrega producto en curso a otros dos, B y C (un lote a cada uno, alternados), utilizando como soporte la citada herramienta, el diagrama OT. Como puede apreciarse, este diagrama dispone de una escala de tiempos en horizontal (con los valores de tiempo encima del diagrama) y en vertical se van disponiendo los procesos que representar (A, B y C, uno debajo del otro y, luego, nuevamente los tres, en un nuevo ensayo). La evolución de cada operación se representa mediante una flecha horizontal, cuya longitud es el tiempo de proceso de la operación, medido en la escala de tiempos, y las entregas de producto en curso de una operación a otra se representan mediante flechas verticales.
En la figura 5.6 se hallan representadas dos situaciones para los citados procesos A, B y C que se distinguen, como veremos, por el tamaño del lote de transferencia. En la figura 5.7 están representadas en un diagrama OT tres situaciones más.
Como se observa en las leyendas que preceden a los ensayos en diagrama, en la parte superior izquierda de cada uno, los ensayos de la figura 5.6 muestran el caso de que las tres operaciones (A, B y C) tengan capacidades similares: el procesado del producto en A para enviar a B y, luego, su procesado en B, implican 2 minutos de tiempo de proceso por unidad (su tiempo de ciclo) en ambas operaciones, y el procesado en A para enviar a C y, luego en C, suponen 3 minutos de procesado por unidad en ambas. En el primer ensayo el lote de transferencia es de 100 unidades y en el segundo es de 200 (los tiempos de ciclo no cambian).
En el diagrama, hemos representado los tiempos de preparación con flechas horizontales de trazo discontinuo y los tiempos de procesado con flechas de trazo continuo. Cuando una operación debe esperar por falta de material (casos de B y C en ambos ensayos), una flecha de trazo fino, discontinuo y con doble terminación indica el tiempo de paro o espera de la operación. Podemos observar también que, dado que A opera para B y para C alternadamente, a cada lote de transferencia le precede un tiempo de preparación, mientras que en B y C solo hay un tiempo de preparación inicial en cada una de estas operaciones, ya que el producto se mantiene a lo largo de ellas.
La operación A tiene una capacidad que no es superior, sino similar a las de B y C, pero tiene que operar para estas dos últimas; además, debe asumir muchas más preparaciones que ellas. Todo ello provoca que A sea un cuello de botella para B y para C que, por este motivo, tienen tiempos de espera largos.
En el recuadro que acompaña al diagrama de la figura 5.6 podemos ver los resultados de los ensayos y su comparación. En el caso del ensayo primero, B tiene que esperar 500 minutos entre lotes de transferencia y C, 400, mientras que en el caso del ensayo segundo estos tiempos son de 800 y 600 minutos, respectivamente. Ello supone que al aumentar el tamaño del lote de transferencia de la operación que entrega a otras dos, el tiempo que tienen que esperar aumenta para ambas, lo que puede provocar que su rendimiento disminuya hasta convertirse en cuellos de botella. Pero ello solo será así cuando su productividad real disminuya, lo que en nuestro caso no ocurre en ninguno de los dos ensayos, ya que dicha productividad aumenta de 8,5 a 10 unidades por hora, tanto para B como para C. ¿Por qué? Efectivamente, el tiempo de espera entre lotes ha aumentado, al pasar del caso 1 al caso 2, pero en menor medida que el aumento del tamaño de lote (que se ha doblado), lo que supone que la espera por unidad de producto se ha reducido. Es por ello que la eficiencia de B ha pasado del 28 al 33 % y la de C, del 43 al 50 %. Como el procesado de C es más lento que el de B (tiene un tiempo de ciclo mayor), le queda menos tiempo de espera y, por ello, su eficiencia es mayor que la de B.
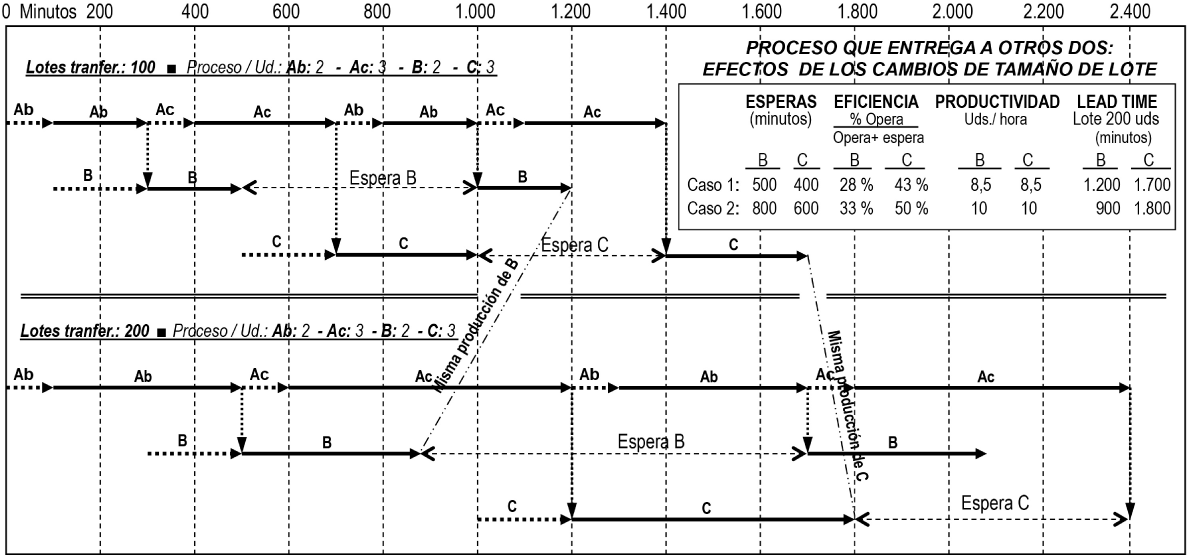
FIGURA 5.6. Efecto del cambio de tamaño de lote de transferencia en un proceso que entrega a otros dos
Analizaremos ahora el tiempo de procesado total o lead time de los procesos A-B y A-C, para un determinado lote de producción, mediante el diagrama de la figura 5.6, que permite visualizar sin necesidad de cálculo alguno (igual que para los tiempos de espera y otras magnitudes resultantes de los ensayos) los valores del lead time.
El proceso B, por ejemplo, entrega un lote de producción de 200 unidades en 1.200 segundos en el primer ensayo y en 900 segundos en el segundo. Así pues, resulta más rápido con lotes de transferencia mayores, sea cual sea el tamaño del lote de producción (por ejemplo, para 400 unidades el lead time sería de 2.600 segundos en el primer ensayo y 2.100 en el segundo). Ello resulta como consecuencia de que con lotes de transferencia mayores un lote de producción del caso propuesto (con A entregando a B y C alternadamente) precisa menos envíos desde A y con ello menos bloques de tiempos de espera en la propia B y de tiempos de preparación en A, lo que queda confirmado por la mayor eficiencia (33 frente a 28) y productividad (10 frente a 8,5) del segundo ensayo en relación con el primero.
Lo mismo ocurriría con el proceso C, pero aquí encontramos un nuevo elemento: un retraso inicial del proceso C debido a que previamente A debe operar para B. Este retraso es bastante más elevado cuando el lote de transferencia es mayor (véase el diagrama OT de la figura), ya que los bloques previos de A (uno para B y otro para C) y de B son todos ellos mayores. Esto provoca que el lead time global del primer ensayo sea ligeramente inferior al del segundo, pero solamente para un lote de producción corto de 200 unidades (1.700 minutos frente a 1.800), al no haber tenido el segundo ensayo ocasión de «recuperarse». Para lotes de producción mayores volveríamos a lo que ha ocurrido con B, aunque sea a menor escala, es decir que a mayor lote de transferencia el lead time sería menor (por ejemplo, para un lote de producción de 400 unidades el primer ensayo daría un lead time de 3.100 minutos frente a los 3.000 del segundo).
En resumen, cuando el proceso distribuidor A es el cuello de botella por su poca capacidad y mayor número de preparaciones, los procesos receptores tendrán tiempos de espera y, por tanto, eficiencia y productividad bajas. Al aumentar el tamaño de los lotes de transferencia, aunque los tiempos de espera también aumentan, la eficiencia y la productividad mejoran. De haber sido baja la capacidad del proceso distribuidor A, este aumento de eficiencia (que no es otra cosa que el porcentaje del tiempo aprovechado), puede convertir al proceso receptor en cuello de botella, como veremos a continuación. El segundo proceso receptor (C), además de verse afectado por la capacidad del distribuidor A, se ve condicionado también por el tamaño del lote de transferencia.
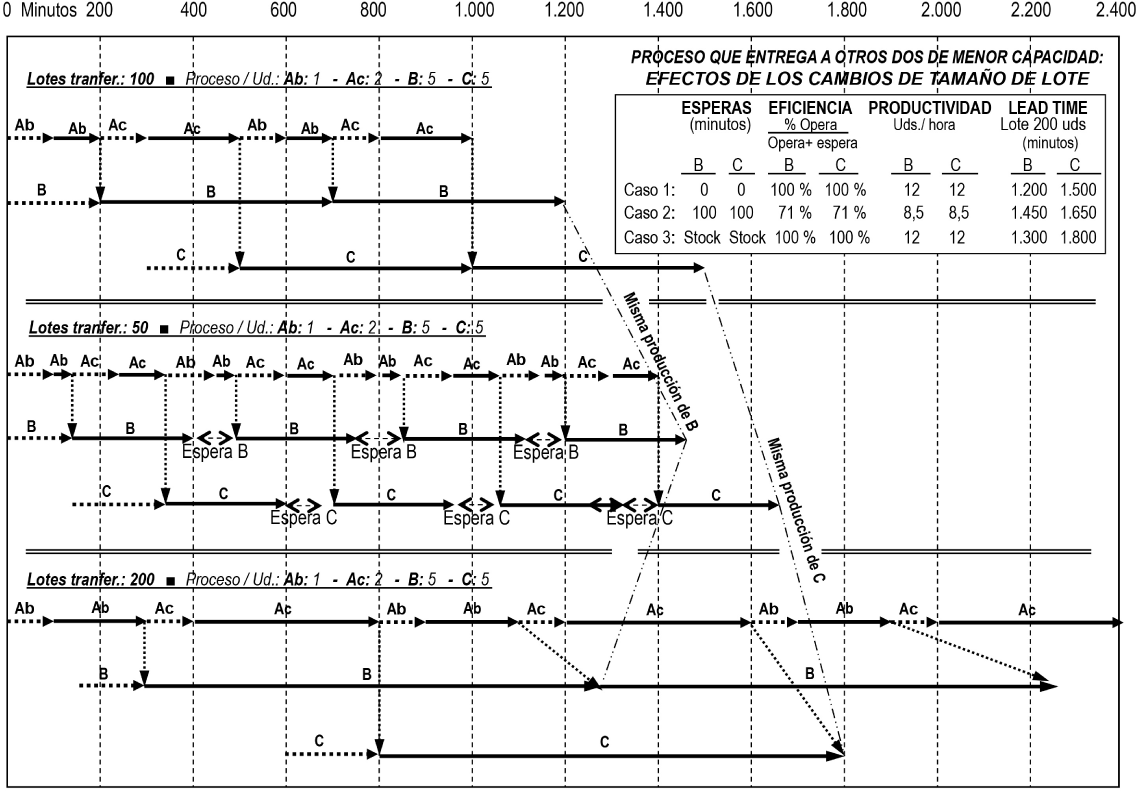
FIGURA 5.7. Efecto combinado de la capacidad y del tamaño de lote de transferencia en un proceso que entrega a otros dos
En el diagrama OT de la figura 5.7 se realiza un análisis similar, pero partiendo de un proceso distribuidor A con elevada capacidad pues mientras sus tiempos de ciclo para B y C se mantienen en 1 y 2 minutos, respectivamente, los de B y C se elevan a 5 minutos cada uno (véanse los datos en la parte superior izquierda de cada ensayo, como antes). Además, en el diagrama se realizan tres ensayos: con un lote de transferencia dado y luego con uno menor y uno mayor. El desarrollo de los procesos y su representación sigue las mismas reglas que en la figura 5.6.
Y al igual que en esta figura, en la parte superior derecha encontramos un cuadro con la información comparada de cada ensayo. Ante todo vemos que en caso del ensayo 1, en los procesos B y C, ni sobra ni falta tiempo, por lo que no habrá tiempos de espera ni acumulaciones de materiales (stock en curso). Al reducirse el lote de transferencia en el caso del ensayo 2, habrá esperas (100 minutos en ambos casos) y, al aumentar, caso del ensayo 3, el material se «solapará» generando stock (obsérvese que cuando A quiere entregar a B y también a C, no puede y debe entregar más tarde). En este caso, B y C han pasado a convertirse en cuellos de botella.
Así pues, al aumentar la capacidad de A, los procesos receptores B y C se convierten en cuellos de botella al aumentar el tamaño de lote de transferencia, tal y como hemos anticipado (véase el aumento de eficiencia del caso 2 al 3). Por lo demás, el mayor tamaño del lote magnifica la incapacidad del proceso distribuidor A: con lotes de transferencia menores (ensayo 2) las esperas aumentan –en este caso, pasan de no haberlas a haberlas– y con lotes mayores (ensayo 3), las esperas disminuyen –en este caso, hasta hacerse negativas–. Sin embargo el lead time sigue las reglas vistas en relación con la figura 5.6 (con un proceso A altamente capacitado): el lead time mayor es el que tiene el lote de transferencia menor (caso del ensayo 2), hecho que queda matizado –también como antes–, en el caso del segundo proceso receptor, el C.
Tal y como se ha expuesto, las operaciones tipo cuello de botella deben estar permanentemente en funcionamiento, para lo cual será una buena medida disponer ante ellas un stock de seguridad que permita que el cuello de botella siga funcionando aunque la operación anterior le envíe con retraso su lote de transferencia.
Ello supondrá disponer frente al cuello de botella de un stock igual, por lo menos, al que consumiría durante un tiempo equivalente a la diferencia entre el mayor valor del tiempo del proceso anterior para el lote de transferencia y el que queremos asegurar para el mismo, en el cuello de botella. Como el tiempo de proceso de la operación anterior tiene un valor medio que depende de la capacidad de dicha operación, pero puede oscilar alrededor de este, puede llegar a tener un valor igual a la media más tres veces la desviación típica de la distribución de los valores medidos (con una probabilidad del 99,7 %), en el supuesto de que la distribución estadística de tales valores sea de tipo normal.
Veamos sobre un ejemplo práctico cómo podríamos determinar el stock que disponer ante el cuello de botella, de acuerdo con lo que acabamos de exponer:
Supongamos un caso con tres operaciones, una de las cuales es cuello de botella (CB):
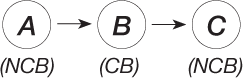
Con los siguientes datos:
• Producción prevista: 1.000 kg.
• Valor medio del tiempo de proceso de la operación B, que es el cuello de botella: 10 h.
• Capacidad y su variabilidad:
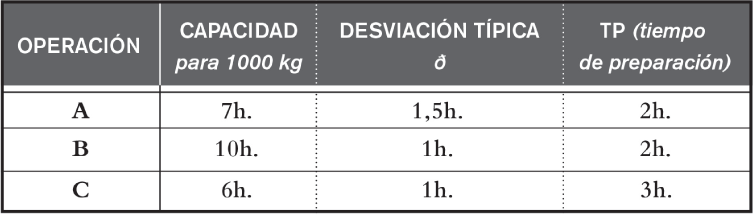
Los tiempos de proceso (con un 99,7 % de probabilidad) para la producción de un único lote de 1.000 kg serán:
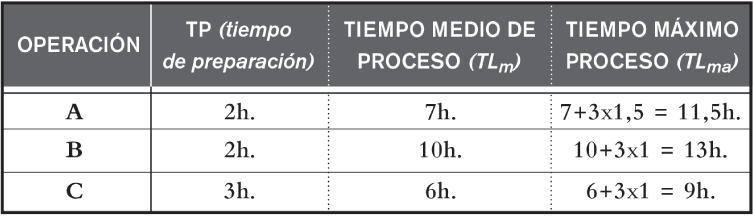
Así pues, el proceso podrá llevarse a cabo en 13 h, en el cuello de botella B, con una garantía del 99,7 %.
Con ello, el stock que prever ante el cuello de botella (operación B) para garantizar su flujo con un 99,7 % será la cantidad de material que cubra la diferencia entre el máximo tiempo de la operación que debe proveer al cuello de botella y el tiempo de proceso que debe tratar de no sobrepasarse para este:
TLmáxA − TLmB = 11,5 − 10 = 1,5 h, o sea: 1.000 ×  = 150 kg de material 10
= 150 kg de material 10
Así pues, los recursos cuello de botella requieren un stock de seguridad para compensar la variabilidad de los envíos de material desde puestos anteriores ya que, debido a su insuficiente capacidad en relación con la planificada, no pueden estar parados esperando un material que llega tarde. Cualquier operación con esta insuficiencia de capacidad (pueden ser varias, como es evidente), se encuentra en esta situación.
Sin embargo, también se pueden encontrar en una situación similar las operaciones con capacidad suficiente en relación con la planificada, pero con un margen demasiado escaso para la variabilidad que manifiesta el tiempo de proceso medio del puesto que le entrega materiales. En tal caso, estaríamos hablando de recursos restringidos por la capacidad (RRC), los cuales en el momento que tuvieran que esperar el material más tiempo del que les sobra por capacidad, se convertirían en cuellos de botella y, por tanto, puede ser conveniente disponer, también para ellos, de un stock de seguridad como si de cuellos de botella se tratara.
Cuando el recurso que marca el ritmo del proceso (el tambor) sea un recurso RRC en lugar de un cuello de botella, puede ser conveniente no solo un stock de seguridad antes del recurso tambor, sino también otro después ya que, normalmente, producirá a un ritmo superior al planificado pero en presencia de variabilidad de los tiempos de proceso no se puede «frenar» sin más el ritmo al que es capaz de operar porque puede haber ciertos momentos en que no sea capaz de alcanzar el ritmo planificado. Así pues, lo frenaremos, pero disponiendo de un stock de material ya producido en el recurso RRC por si se precisa.