
Cinta de escogido de tapones
En este capítulo se estudiará el proceso de clasificación o escogido y marcado de los tapones de corcho estudiando en primer lugar el diagrama de flujo de este proceso y teniendo en cuenta los criterios de calidad asociados a él.
También hay que tener en cuenta las normas establecidas para llevar a cabo correctamente esta tarea y los riesgos más frecuentes del proceso.
Por último, también se señalarán las normas de salud laboral y la prevención de riesgos laborales y medioambientales.
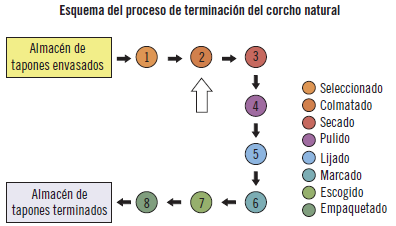
Antes de conocer el proceso de clasificación y marcado de tapones de corcho es importante ubicar estas dos actividades en el diagrama del flujo del proceso de fabricación del tapón natural.
El escogido se realiza tras el secado posterior al lavado de los tapones. Y el marcado se realiza tras el colmatado de los cierres.
La clasificación o escogido es una operación destinada a apartar los tapones con defectos. El resto se separan en un cierto número de clases, en función de la calidad y del aspecto visual de los tapones, según la demanda del mercado.
En este proceso se imponen cada vez más las máquinas automáticas que emplean sistemas de análisis de imagen y visión artificial para realizar esta parte del proceso de trasformación del corcho.
Cinta de escogido de tapones

Recuerde
Los tapones de corcho natural se clasifican en 6 calidades que están en relación directa con las calidades de las planchas de corcho natural de las que se obtienen. Se consideran tapones de 1ª calidad los tapones de menos número de poros o de menor superficie oscura, y los tapones de 6 ª calidad los de más números de poros o más superficie oscura.
Normalmente se hace un escogido preliminar, operación destinada a separar los tapones deformes, los tapones rotos, los trozos y los leñosos para mejorar la productividad y evitar que los tapones no aptos accedan a las operaciones siguientes.
En esta operación preliminar los tapones con defectos son separados y situados en contenedores correctamente identificados.
Y a continuación, tras la rectificación dimensional de los tapones, el torneado y el biselado, se procede a un posterior escogido, operación destinada a separar los tapones en un cierto número de clases visuales con el objetivo de clasificar los tapones según su aspecto visual.

Escogido de tapones de corcho

Actividades
1.Seleccione dos o tres tapones de corcho de distintas calidades en función de su aspecto visual (porosidad, color, tamaño...) y compare las evidentes diferencias entre uno y otro tapón.
Recuerde
Los tapones con defectos serán separados y colocados en contenedores correctamente identificados.
Por su parte, el marcado se realiza con el objetivo de personalizar los tapones y asegurar la trazabilidad del proveedor al cliente. Debe realizarse antes del tratamiento de superficie.

Tapones aglomerados con el marcado en la cabeza
El marcado puede realizarse a fuego, a tinta o a láser. Es obligatorio no efectuar el marcado a tinta en las cabezas, para no transmitir sabores no deseados.
Con el marcado se “dibuja” en el tapón un pequeño logo o una palabra para que el consumidor conozca la bodega que vende el vino en cuestión o el tipo de vino que el corcho va a cerrar.
Actividades
2.Descorche alguna botella de vino o consiga algunos corchos descorchados y observe la información que aparece marcada en cada tapón.
Para realizar el marcado a fuego se utiliza una placa de acero calentada a una temperatura de 300 ºC que se acerca a la superficie del tapón que se quiere marcar. En esta placa se ha grabado previamente con relieve la imagen o el símbolo que se quiere marcar. Al estar caliente quema en el corcho la imagen en relieve quedando así en el tapón en un color oscuro.
Para calentar la placa de acero se utiliza la electricidad o una llama de gas.
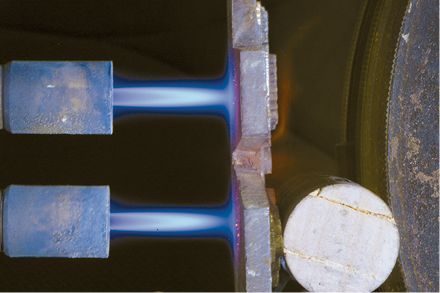
Marcado de tapones a fuego
Desde hace pocos años se realiza ya el marcaje de tapones de corcho, mediante la técnica láser, con unos niveles de calidad y detalle muy superiores a los procedimientos actuales de tinta y fuego.
Del marcado a láser destaca:
 Calidad:mejor que cualquier marcaje por tinta o por fuego.
Calidad:mejor que cualquier marcaje por tinta o por fuego.
Consistencia:el primer tapón marcado es idéntico al último sin necesidad de limpieza de componentes.
Precisión:permite el marcaje de letras o detalles gráficos muy pequeños, totalmente visibles.
Cuidado:el tapón no se toca mientras es marcado, no recibe ninguna presión ni se le incluye ningún elemento adicional.
Marcado en tonalidades de grises:por su propia tecnología es simplemente natural el marcaje de dibujos o figuras en tonos de grises, como si fuera una fotografía en blanco y negro; hace que sea posible una nueva manera de ofrecer al mercado figuras, textos y dibujos.
Series cortas o muestras:el tiempo de preparación y calentamiento no existe; realizar una muestra de un solo tapón es una tarea de pocos segundos.
Lotes o series:el marcaje a láser permite personalizar los tapones, tanto por lotes, como individualmente.
Numerar o añadir trazabilidad a los tapones:pueden proteger mejor al embotellador frente a falsificaciones.

Bodegas que se han apuntado al marcado láser de sus tapones.
Ajuste dinámico de tamaño:mediante un pequeño ajuste en los parámetros de marcaje, sin requerir ningún ajuste mecánico.
Marcaje de superficies irregulares:el procedimiento láser realiza el marcaje sin contacto y, marcando también aquellas pequeñas irregularidades que son imposibles de marcar por otros medios de contacto, resultando en una apariencia mejor del tapón.
Orientación electrónica de tapones de cava/champagne:la orientación electrónica en lugar de mecánica, reduce el coste de la inversión.
Tipología múltiple de tapones:la misma configuración de máquina permite el marcaje de tapones naturales, colmatados, aglomerados, etc., así como todos los diámetros y longitudes habituales del mercado.
En la actualidad, numerosas empresas del sector ya conocen o han experimentado el procedimiento y el nivel de interés está en este momento muy alto.

La empresa On-laser presenta su máquina de marcado láser.
Actividades
3.Reflexione sobre las ventajas que puede tener el marcado laser respecto a las otras dos formas de marcado: tinta y fuego.

Aplicación práctica
Si el marcado de tapones de corcho se realiza en su empresa a tinta. ¿Cuándo debe proceder el operario al tratamiento de los tapones que han sido marcados con tinta?
SOLUCIÓN
En la marcación con tinta el operario debe dejar un tiempo prudencial hasta asegurarse que la tinta está seca, antes de comenzar con el parafinado y el siliconado.
El proceso de fabricación de corchos para su uso como cierre de vinos requiere una serie de controles de calidad. Los controles del proceso de fabricación son:
1.Verificar visualmente la calidad de los tapones valorando sus dimensiones.
2.Certificar, además de las dimensiones, el acabado de las superficies tras el proceso de pulido y lijado y hacerlo periódicamente durante varias veces a lo largo de la jornada labora.
3.Vigilar el correcto funcionamiento de las máquinas de selección automática de tapones, se recomienda que se haga cada 30 min.
4.Verificar la calidad del proceso de colmatado, mirando que la cola endurecida esté bien administrada y que la cantidad de polvo de corcho utilizado sea homogéneo en los tapones de todos los bombos de colmatado utilizados.
5.Controlar que el marcado a fuego se haya realizado correctamente, verificando cada 30 min la temperatura de la placa que tiene el relieve y que imprime el dibujo.
6.Verificar el proceso de suavizado, para que este sea el mismo en todos los tapones, y vigilar que el suavizante se haya administrado en las proporciones y en la forma recomendada por el fabricante.

Escogido manual de tapones de corcho
Según establece el Código Internacional de Prácticas Taponeras de la Confederación Europea del Corcho (C. E. Liége) existe una serie de prácticas obligatorias asociadas a estos procesos. Estas son:
1.Establecer un registro que identifique la procedencia y el origen de los cierres.
2.Llevar a cabo el proceso de marcado previo al tratamiento de la superficie de los tapones.
3.Cuando se quiera marcar la cabeza del tapón, la opción de marcado que se debe realizar siempre es “a fuego”, para evitar el contacto de la tinta con el vino.
4.Si para el marcado se opta por la tinta, el empresario tendrá que certificar con los documentos adecuados que la tinta está compuesta por metales pesados indicados por ley.
5.En el proceso de terminación, el empresario que haya realizado el proceso tiene que identificarse y aportar una referencia que garantice al comprador la trazabilidad del tapón.
6.La Confederación Europea del Corcho (C. E. Liége) como órgano representativo del sector corchero a nivel institucional y europeo debe conocer las contramarcas/s de las empresas terminadoras de los tapones de corcho que vayan a ser utilizados como cierres de botellas.
7.Antes de realizar el tratamiento de suavizado de los tapones hay que esperar que la tinta del marcado, si se ha hecho con este procedimiento, se seque completamente.
8.En el escogido los tapones con defectos serán separados y colocados en contenedores correctamente identificados.

Cinta de escogido de tapones de corcho.
Recuerde
No hay que olvidar que el objetivo del marcado es personalizar los tapones y asegurar la trazabilidad desde el proveedor hasta el cliente.
Además de las prácticas recomendadas por C. E. Liége existe una serie de normas aplicables específicas al proceso de clasificación o escogido y marcado de tapones:
ISO 3863: tapones cilíndricos – características dimensionales, muestreo, embalaje y marcado.
ISO 4707: tapones cilíndricos – muestreo para inspección de características dimensionales
ISO 4710. corcho – Tapones cilíndricos para vinos espumosos y gasificados- características.

El tapón de corcho en contacto con el vino.
Actividades
4.Reflexione sobre por qué hay que cumplir una normativa y una legislación relacionada con la seguridad alimentaria en el caso de los tapones de corcho.
Además de la normativa, la legislación aplicable al proceso de clasificación y marcado de tapones de corcho es la siguiente:
Resolución ResAP (2004) 2 del Consejo de Europa, para tapones de corcho en contacto con productos alimentarios.
Reglamento (CE) nº 2032/2006 – Buenas prácticas de fabricación de materiales y objetos destinados a entrar en contacto con productosalimentarios.
Reglamento (CE) nº 1935/2004 del Parlamento Europeo y del Consejo del 27 de octubre de 2004 en relación con materiales y objetos destinados a entrar en contacto con productos alimentarios y derogación de las directivas 80/590/CEE y 89/109/CEE.
Directiva 2008/95/CE del 22/10/2008 ratificando las legislaciones de los Estados Miembros sobre marcas.

El tapón de corcho en contacto con el vino.
Durante el proceso de producción de tapones de corcho pueden generarse algunos defectos, originados en ocasiones durante el mismo proceso de elaboración, o a causa de defectos naturales del propio corcho.
Estos cierres no válidos para el taponado se apartan y se les da otro destino (serrines, tapones de otras calidades menores, etc.).
Si la selección de estos tapones no se realiza de forma correcta las piezas defectuosas pasarían a las fases del proceso posteriores.
Algunos de los principales problemas que pueden surgir en los tapones durante el proceso de fabricación son:
Fallos en el lijado.
Cilindros a los que les falten algunos trozos y no estén completos.
Fallos en el marcado.

Tapones de corcho de distintas clases.
Actividades
5.Busque y recopile tapones de corcho con defectos y reflexione sobre qué tipo de defectos tienen, si son fallos del proceso de elaboración o defectos de la materia prima.
Por otra parte, el tapón también puede tener fallos desde su origen en el campo:
Huecos producidos por insectos y plagas.
Señales en la barriga o en la espalda.
Sombras oscuras.
Poros demasiado grandes o alargados.

Tapones donde se observa el marcado
Para garantizar la salud de los operarios que trabajan en el sector del corcho y la seguridad en las instalaciones hay que seguir una serie de recomendaciones de vital importancia.
1.El empresario está obligado a contar con un servicio de limpieza periódico para tener limpias sus instalaciones.
2.Es obligatorio tener un Plan de desratización para evitar la aparición de ratas en el interior de las instalaciones y controlar su realización y tener mucho cuidado con no tener cerca de los tapones de corcho los productos que se utilicen para este Plan.
3.Hay que regular la humedad y la temperatura ambiental en los sitios donde se almacene el corcho.

Clasificación de tapones de corcho
4.No puede haber animales, ni domésticos ni salvajes, en el interior de las instalaciones.
5.No se puede fumar ni comer donde se esté trabajando.
6.Solo se puede beber agua en el lugar donde se trabaja y en los sitios permitidos.
7.Todo lo que esté prohibido tiene que estar debidamente señalizado para conocimiento de todos los trabajadores y visitantes de las instalaciones.

Vista interior de las instalaciones de una fábrica de corcho
8.Dentro de las instalaciones de trabajo no pueden entrar vehículos con motor de explosión.
9.Hay que evitar que los tapones o los discos elaborados caigan al suelo y permanezcan allí.
10.Todos los equipos tienen que tener su plan de mantenimiento y el empresario debe cuidar que este se aplique debidamente.
11.El empresario tiene que tener cuidado a la hora de emplear maquinaria que pueda romper alguno de los tapones.
12.Comprar máquinas y herramientas seguras, que tengan el marcado de la UE.
13.Cumplir las normas de seguridad indicadas por el fabricante de la maquinaria.
14.Proteger la parte peligrosa de las máquinas y herramientas con resguardos móviles con enclavamiento, resguardos regulables o retráctiles o barreras inmateriales.
15.Colocar interruptores de emergencia accesibles que permitan parar la máquina en condiciones seguras.
16.Uso de la maquinaria solo por el personal designado por la empresa, con formación e información de sus peligros.
17.Comprobar periódicamente que los dispositivos de protección son eficaces.
18.Usar los equipos de protección individual, con marcado de la UE que sean necesarios en cada operación (guantes, gafas).
19.Mantener las distancias adecuadas entre las máquinas.
20.Efectuar las operaciones de mantenimiento siempre con la máquina parada y adecuadamente enclavada.
21.Llevar la ropa de trabajo ajustada al cuerpo, evitando el uso de pulseras, cadenas, etc.
Actividades
6.Reflexione sobre por qué es importante regular la humedad en los lugares donde el corcho está almacenado.
En caso de quemaduras, por ejemplo en el proceso de marcado, se procederá de la siguiente manera:
1.Refrescar la zona quemada, aplicando agua en abundancia sobre la superficie quemada.
2.Aplicar un apósito estéril en la zona quemada.
3.Evacuación hasta un centro hospitalario.

Grupo de tapones de corcho, todos marcados.
Aplicación práctica
Está sentado en su puesto de trabajo durante el escogido de los tapones en una industria transformadora. Lleva muchas horas y le entra hambre y sed, así que saca de su bolso una lata de refresco y un snack para tomar algo mientras continúa con su labor ¿Está actuando correctamente?
SOLUCIÓN
No debe hacer esto en ningún caso. No hay que olvidar que, aunque el corcho no es un alimento en sí mismo, al estar trabajando con un producto que va a estar en contacto directo con un alimento (en el caso del tapón de corcho, con el vino), no puede comer nada en su lugar de trabajo y beber debe hacerlo solo en los lugares adecuados para ello y, en su caso, sólo agua.
En este capítulo se ha visto dónde se ubica el proceso de clasificación o escogido y el marcado de los tapones de corcho dentro del proceso de terminación y expedición de los tapones.
Se ha visto como el escogido consiste en apartar los tapones defectuosos del resto, en función de su calidad y aspecto visual, y como esto puede realizarse de forma manual, o mediante máquinas automáticas que disponen de sistemas de análisis de imagen y visión artifical para realizar esta parte del proceso de transformación del corcho.
También se ha descrito en qué consiste el marcado de los tapones, qué se realiza para poder personalizarlos y así asegurar la trazabilidad del proveedor al cliente.
Es importante recordar siempre que el marcado hay que realizarlo antes del tratamiento de superficie del tapón.
El marcado puede realizarse a fuego, a tinta o a láser.
En el caso de realizarlo a tinta, no hay nunca que olvidar que no se debe realizar en las cabezas, para no transmitir sabores no deseados al vino.
En este capítulo también se han visto los criterios de calidad asociados al proceso de clasificación y marcado, así como las normas asociadas a ellos.
Entre los riesgos destacan los defectos de fabricación del tapón y los defectos naturales del corcho, ambos parámetros deben ser tenidos muy en cuenta por el operario que trabaje en el escogido de tapones para realizar bien su labor.
Por último, se han tratado las normas de salud laboral y prevención de riesgos laborales.
1.Indique si las siguientes afirmaciones son verdaderas o falsas.
Los tapones de corcho natural de 6ª calidad son los que presentan menos poros y menos superficie oscura, los de 1ª calidad son los que tienen más poros y más superficie oscura.
 Verdadera
Verdadera
Falsa
Cuando el marcado se hace a tinta se puede marcar indistintamente la superficie cilíndrica y las cabezas de los tapones.
Verdadera
Falsa
El marcado láser permite marcar también las superficies irregulares del tapón de corcho.
Verdadera
Falsa
2.Complete los huecos.
El control de calidad de las máquinas seleccionadoras automáticas de iluminación de tapones de corcho hay que realizarlo cada ___________________.
El control de calidad de acabado en el marcado a fuego con regulación de temperatura de placa se realiza cada __________________.
3.Reflexione con qué técnica de marcado deben hacerse las cabezas de los tapones de corcho y por qué.
4.Uno de los defectos de fabricación que pueden presentar los tapones puede ser:
a.Lijado defectuoso.
b.Cilindro incompleto.
c.Marcado defectuoso.
d.Todas las respuestas anteriores son correctas.
5.Los defectos naturales del corcho que hay que tener en cuenta a la hora de la clasificación o escogido son:
a.Poros naturales de gran tamaño.
b.Poros naturales alargados.
c.Agujeros de insectos.
d.Manchas oscuras.
e.Todas las respuestas anteriores son correctas.
6.En el interior de las instalaciones de terminación del tapón de corcho...
a.... está prohibido beber otra cosa que no sea agua.
b.... está prohibido levantarse.
c.... está prohibido hablar en voz alta.
7.El marcado debe realizarse...
a.... antes del tratamiento de superficie.
b.... después del tratamiento de superficie.
c.... antes o después del tratamiento de superficie, es indistinto.
d.... antes y después del tratamiento de superficie.
8.Las normas aplicables al proceso de clasificación o escogido y marcado de tapones son:
a.ISO 4041, ISO 3037 e ISO 2548.
b.ISO 3863, ISO 4707 e ISO 4710.
c.ISO 5543, ISO 4329 e ISO 6798.
9.Para prevenir riesgos laborales y medioambientales y cumplir con las normas de salud laboral la empresa debe...
a.... tener un plan de limpieza de sus instalaciones y aplicarlo.
b.... tener un plan de desratización y aplicarlo.
c.... tener un medio de registro de humedad y temperatura ambiente en sus almacenes.
d.Las respuestas a, b y c son correctas.
10.Elija la respuesta incorrecta. El marcado a fuego une la superficie del tapón con una placa de acero que está a unos...
a.... 500º C.
b.... 300º C.