
Capítulo 1
Verificación de herramientas y útiles en el mecanizado por arranque de viruta
1. Introducción
Las herramientas y los útiles son parte fundamental en el proceso de fabricación por arranque de viruta y de su buen estado depende que el resultado obtenido esté dentro de las tolerancias.
Antes de comenzar un proceso de mecanizado, se debe revisar el estado de la herramienta, ya que una herramienta en mal estado producirá vibraciones y malos acabados superficiales, entre otros defectos.
Los útiles que se utilicen, tanto para sujetar piezas como para sujetar herramientas, deben ser revisados previamente, constatando su buen estado para dar seguridad al proceso de fabricación.
Por todo ello, es muy importante para el buen funcionamiento de máquinas y útiles realizar un mantenimiento de los mismos, garantizando así que el proceso se llevará a cabo en perfectas condiciones.
Sin un mantenimiento adecuado, la posibilidad de fallos en la fabricación aumenta significativamente y el fallo de herramienta o útil implicará sin duda un mecanizado defectuoso, con el consiguiente coste.
2. Verificación del estado óptimo de las herramientas
La herramienta de corte es un actor principal en el proceso de mecanizado y de su buen estado depende en gran medida que el proceso se desarrolle según lo previsto.
Se deben tener en cuenta dos factores fundamentales para el trabajo de una herramienta de corte, como son el afilado de la misma y su lubricaciónrefrigeración durante el proceso de mecanizado.
2.1. Afilado
La vida de la herramienta queda determinada por el desgaste de su filo de corte. Cuando este desgaste es excesivo, se observarán una serie de señales que indican que ha llegado el momento de cambiarla o de reafilar la herramienta, según sea herramienta enteriza o plaquita intercambiable.
El filo de corte, durante su vida útil, producirá un volumen de viruta que depende de las condiciones de trabajo, tales como avances, velocidades, material de la pieza o lubricación.
Ejemplo
Una misma herramienta no durará lo mismo mecanizando acero suave que aluminio.
Por tanto, se deben optimizar todos los parámetros que intervienen en el mecanizado para obtener una gran productividad con una vida del filo adecuada. Si se aumentan en exceso las condiciones de corte para incrementar la productividad, resultará una corta vida del filo, lo que implica mayor número de paradas y mayor gasto en herramientas. Por el contrario, si se disminuyen en exceso las condiciones de corte para que el desgaste del filo sea menor, la productividad caerá significativamente.

Importante
Una correcta selección de la herramienta, en función de la aplicación, es el principal componente a contemplar si se quieren obtener buenos resultados en el mecanizado.
Los defectos del filo de corte pueden manifestarse en la herramienta de diversos modos. Todos ellos se describen a continuación.
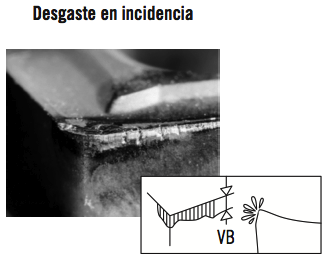
Desgaste en incidencia
Es el tipo de desgaste más habitual y también el más deseable, ya que ofrece una vida útil de la herramienta homogénea y estable. El desgaste en incidencia se produce por abrasión, causada por los elementos duros del material de la pieza.
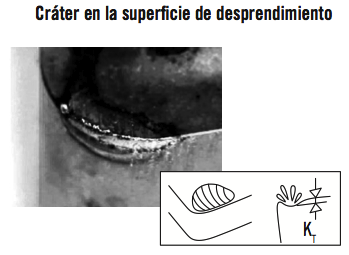
Cráteres de desgaste
La formación de cráteres de desgaste se localiza en el lado de desprendimiento de la plaquita. Se debe a una reacción química entre el material de la pieza y el de la herramienta y se ve potenciado por la velocidad de corte. Un cráter de desgaste excesivo debilita el filo y puede provocar fracturas.
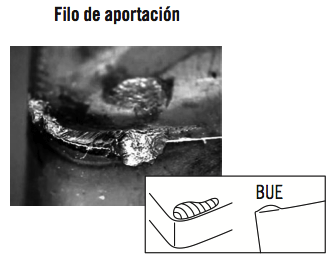
Filo de aportación (BUE)
Este tipo de desgaste se produce por soldadura de la viruta en la plaquita, debido a la presión. Resulta más habitual cuando se mecanizan materiales pastosos, como acero de bajo contenido en carbono, acero inoxidable y aluminio. Una velocidad de corte baja incrementa la formación de filo de aportación.
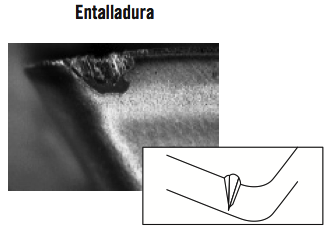
Desgaste en entalladura
Desgaste de la plaquita caracterizado por un daño excesivo y localizado, tanto en la cara de desprendimiento como en el flanco de la plaquita, en la línea de profundidad de corte. Está causado por adherencia (soldadura por presión de la viruta en la plaquita) y por superficie endurecida por deformación. Es un tipo de desgaste habitual cuando se mecanizan acero inoxidable y HRSA.
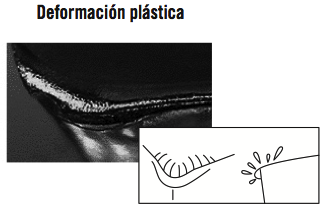
Deformación plástica
La deformación plástica se produce cuando el material de la herramienta se ablanda. Esto ocurre si la temperatura de mecanizado es demasiado alta para una determinada calidad. En general, las calidades más duras y los recubrimientos más gruesos mejoran la resistencia al desgaste por deformación plástica.
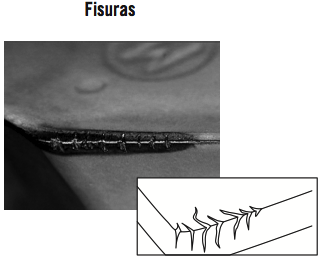
Fisuras térmicas
Si la temperatura del filo cambia rápidamente entre frío y calor, pueden aparecer varias fisuras en dirección perpendicular al filo. Las fisuras térmicas están asociadas a los cortes intermitentes, habituales en operaciones de fresado, y se ven agravadas por el uso de refrigerante cuando no se asegura acción sobre la totalidad de la herramienta.
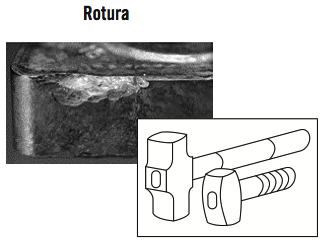
Astillamiento/rotura del filo
El astillamiento o rotura es el resultado de una sobrecarga de tensión mecánica. Esta tensión puede estar producida por distintas causas, como martillado de virutas, profundidad de corte o avance demasiado elevado, incrustaciones de arena en el material de la pieza, filo de aportación que se desprende, vibración o desgaste excesivo de la plaquita.
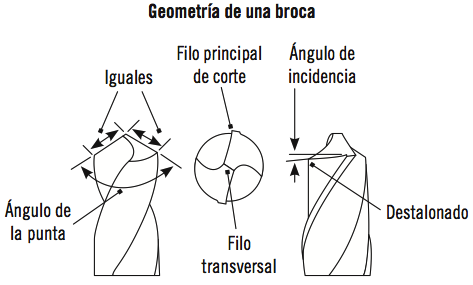
En herramientas que se afilan manualmente, se puede observar que el afilado no está correctamente realizado en cuanto a su geometría; en estos casos, se debe revisar que los ángulos de corte sean los adecuados.
Ejemplo
En las brocas, hay que observar que los dos filos de corte estén a la misma altura para que la herramienta corte con los dos simultáneamente. Si un filo está más alto que el otro, el agujero puede quedar a mayor diámetro que el de la broca. También debe ser correcto el destalonado de la superficie de incidencia.
Algunos criterios para evaluar la vida de la herramienta en planta son:
Cuando se observe que una herramienta no está en estado óptimo para el mecanizado, se distinguirán dos formas de actuar, en función del tipo de herramienta:

Nota
Los brazos cruzados o las manos en los bolsillos son la peor postura de espera que puede adoptar un receptor.

Aplicación práctica
Suponga que se encuentra en pleno proceso de producción de una fábrica de elementos auxiliares del automóvil. Su tarea se basa en el mecanizado de un eje y su comprobación cada 50 unidades fabricadas. Para ello, se ha decidido usar un torno de control numérico. Cuando la máquina realiza la pieza nº 35, se observa un acabado superficial defectuoso. ¿Cómo debería usted actuar ante tal situación inesperada?
SOLUCIÓN
Al tratarse de un defecto superficial, es un indicador de que la herramienta no está en condiciones óptimas.
Se debe parar la máquina y analizar la plaquita buscando algún defecto en la misma. Una vez observado el defecto, se cambia de postura o de placa y se comienza el mecanizado.
Si la herramienta sigue fallando antes de tiempo, habrá que estudiar los parámetros que afectan al fallo observado y probar otras soluciones (disminuir velocidades de trabajo, mejorar lubricación, cambiar la calidad de la herramienta, etc.).
2.2. Lubricación-refrigeración
Uno de los factores que más afecta a la vida de una herramienta es la lubricación-refrigeración de la misma durante el proceso de fabricación.

Sabía que...
Se calcula que entre el 65 y el 80% del calor generado se lo lleva la viruta, del 15 al 25% lo toma la pieza y un máximo del 5 al 10% va a parar a la herramienta. Aunque sean pequeños, estos porcentajes son suficientes para afectar a la herramienta, a la estructura del material o al proceso en su conjunto.
En el proceso de corte, la energía absorbida se utiliza para vencer el rozamiento y en el trabajo de arranque de viruta, dando lugar al aumento de temperatura de herramienta y pieza.
La mejora de las condiciones de mecanizado se conseguirá utilizando líquidos que, a la vez que refrigeren, lubriquen. Se habla de los dos términos juntos porque, en una u otra medida, los fluidos de corte siempre actúan como lubricantes y como refrigerantes.
El uso de fluidos de corte en el mecanizado proporciona las siguientes ventajas:
Tipos de fluidos de corte
Los principales tipos de fluidos de corte mecanizado son:
En la mayoría de los casos, los fluidos contienen aditivos azufrados de extrema presión, en un 70% de los casos parafinas cloradas y, cada vez más, aceites sintéticos (poliglicoles y ésteres). También es frecuente la adición de lubricantes sólidos, como grafito, MoS2 o ZnS2.
Aceite de corte puro
Son aceites empleados en su forma original, sin adicción de agua, que se están empleando en máquinas herramientas automáticas, en acero de fácil mecanización y en metales no férricos como el latón.
Son empleados en procesos de mecanizado más lentos y donde exista mucho rozamiento, debido a su poder lubricante, que es mayor que el refrigerante.
Se pueden emplear mezclas de aceites minerales y grasos, siendo aptos en procesos donde se requieran funciones de lubrificación continua de los elementos de las máquinas, como ocurre en algunas máquinas herramientas automáticas.

Mecanizado de un piñón cónico utilizando aceite como fluido de corte

Recuerde
El uso de fluidos de corte en el mecanizado disminuye el rozamiento entre herramienta y pieza, reduciendo hasta un 10% la potencia necesaria para el corte.
Si se dispone de un aceite de alta viscosidad, será difícil que se produzca su inflamación, pero comenzará a humear al mecanizar materiales duros. El consumo de aceites suele ser mayor, porque se pega a las virutas y se elimina con ellas.
Un aceite de corte de baja viscosidad refrigera mejor, pero su capacidad de humear es mayor, al igual que su capacidad de inflamación.
Los aceites de corte pueden tener aditivos que mejoren alguna de sus propiedades, por ejemplo los aceites con sustancias activas polares, que favorecen la formación de una capa lubricante que disminuye el rozamiento, aumentando la capacidad de carga, y reduce el desgaste de la herramienta. También se le añaden aditivos EP (extrema presión), que le permiten resistir las altas presiones que aparecen entre la herramienta y la viruta, permitiendo mecanizar aceros duros y tenaces altamente aleados. Además, estos elementos reaccionan en la zona de corte, formando una película que impide la soldadura y reduce la fricción, lo que asegura una buena refrigeración y lubricación.
Nota
Hay que tener en cuenta que, como usan aditivos basados en sulfuros, estos aceites pueden dar tinte o colorear el cobre, el latón, el bronce y el aluminio, siendo denominados “activos”, mientras que “inactivos” son los que no cumplen estas características.
Taladrinas
El resto de fluidos de corte son soluciones acuosas diluidas al 3,5%, de media, y reciben el nombre de taladrinas. Su pH suele ser ligeramente alcalino (pH 8-10).
Las taladrinas pueden contener una o varias de las siguientes sustancias:
Las taladrinas no se suministran diluidas en agua, sino que están concentradas en forma de una especie de aceite que se diluye en el momento de su uso. La proporción adecuada de agua y taladrina concentrada la fijará el fabricante. Las taladrinas se pueden clasificar en tres grupos, que se describen a continuación.
Emulsiones de aceite (mineral, sintético o vegetal/animal)
El concentrado se diluye al 4% de media (entre un 2,5 y un 15%, según la clase) y contiene como base un 60% de aceites minerales, aproximadamente un 20% de emulgentes, un 10% de agua y un 10% de aditivos varios (anticorrosivos, bactericidas y aditivos de extrema presión).
Se suele utilizar en operaciones en las que se requiere una mayor función lubrificante de la taladrina, como pueden ser operaciones de deformación plástica (laminación, extrusión, estampación y embutido).
Además, se pueden usar taladrinas más concentradas (15%) como protección de metales, es decir, creando una capa protectora anticorrosiva sobre superficies metálicas.
Taladrinas semisintéticas
El concentrado se diluye al 4% de media (entre un 1,5 y un 5%) y contiene como base cerca de un 20% de aceite mineral o sintético, un 30% de emulgentes, un 40% de agua y un 10% de aditivos varios (importantes bactericidas).
Suele ser de aspecto lechoso y de color blanco o rosáceo. Su uso se extiende a operaciones en las que lubricación y refrigeración son importantes, como es el mecanizado (taladrado, fresado, etc.).
Nota
Las taladrinas semisintéticas tienen un equilibrio bastante bueno entre las funciones refrigerantes y lubrificantes del fluido de corte, por lo que su uso está muy generalizado.
Taladrinas sintéticas
El concentrado se diluye al 2,5% (entre un 1,5 y un 12%) y contiene, además de un 15% de anticorrosivos, hasta un 25% de humectantes, un 10% de aditivos varios y un 50-75% de agua.
Su uso se extiende a operaciones en las que la función refrigerante de la taladrina es prioritaria, como el rectificado, y también destaca en la protección antioxidante.
Suministro de fluido de corte
Tan importante como una buena elección del fluido de corte es el correcto suministro del mismo. Esta lubricación debe actuar en el filo de corte para ser efectiva.
Existen tres sistemas de suministro, que se describen a continuación.
Suministro de refrigeración exterior
El fluido se suministra mediante una o varias boquillas regulables orientadas hacia la punta de la herramienta. Tiene el inconveniente de que, en mecanizados donde la herramienta está inmersa en la pieza, el fluido de corte no llega correctamente.

Suministro exterior de fluido de corte
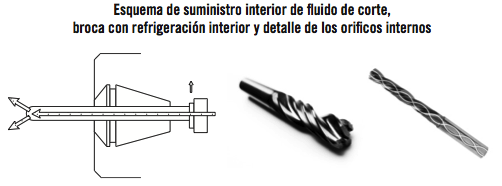
Suministro de refrigeración interior
En este caso, la lubricación fluye desde el interior de la herramienta, con lo que se anula el inconveniente anterior. Se tiene el lubricante justo en el filo de corte en todo momento, independientemente de lo inmersa que esté la herramienta.
Este suministro es ideal para taladrados y roscados profundos, donde el corte se produce en la punta de la herramienta, en algunos casos a grandes profundidades (superior a 25 veces el diámetro de la herramienta).
Nota
Su inconveniente es que las máquinas y herramientas a utilizar deben estar preparadas para usar este sistema.
Suministro de mínima lubricación (MQL)
El sistema MQL, también llamado de micropulverización de lubricante, trata de utilizar un sistema de refrigeración que permita utilizar una mínima cantidad de refrigerante.
Nota
Un sistema de mínima lubricación está basado en el contacto de la herramienta con la pieza y en el menor tiempo de mecanizado y garantiza una disminución en el intercambio de temperatura.
La clave es una boquilla doble que opera como efecto Venturi. Una boquilla interior suministra una mínima cantidad de lubricante, mientras que otra boquilla exterior rodea a esta con aire y lo expulsa hacia la herramienta. Esta boquilla doble, llamada tobera, debe posicionarse a una distancia de 20-30 mm para que el refrigerante se adhiera a lo largo de toda la superficie de la herramienta.
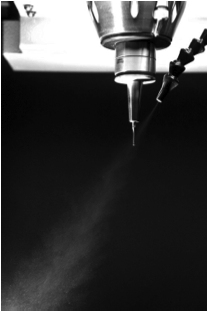
Detalle del micropulverizado del lubricante
Recuerde
Los fluidos de corte cumplen principalmente funciones refrigerantes y lubricantes.
Aplicación práctica
Tiene usted que fabricar una serie de piezas que consisten en un cajeado profundo de reducidas dimensiones. Su máquina trabaja normalmente con refrigeración exterior y, en otras ocasiones en que usted ha hecho esta serie, las herramientas se han desgastado prematuramente por astillamiento o rotura del filo. Justifique si es necesario o no cambiar la refrigeración por el sistema interno.
SOLUCIÓN
Cuando se realiza un mecanizado profundo, la refrigeración exterior no puede llegar correctamente al filo de corte, por lo que sufre más de lo normal. Además, el hecho de que sea estrecho dificulta la evacuación de las virutas y estas causan un martilleo en la herramienta que le provoca roturas en el filo. Todo esto indica la idoneidad de utilizar refrigeración interna, ya que esta, al ir del interior al exterior, evacúa mejor la viruta.
Por el contrario, para utilizar refrigeración interna, es necesario sustituir herramientas y portaherramientas, que además suelen ser más caras.
Se trata entonces de hacer un estudio económico en función del número de piezas a fabricar y analizar si financieramente es viable o no.
3. Comprobación de útiles y accesorios de sujeción
En el mecanizado, tan importante como el estado de la herramienta es el posicionamiento y la sujeción de la pieza.
La forma de sujetar la pieza dependerá principalmente de su geometría, del material y del proceso de mecanizado utilizado para fabricarla.
Los útiles de sujeción cumplen con tres funciones:
Para garantizar que el útil cumpla con sus funciones, es necesario hacer las siguientes comprobaciones:
Recuerde
La limpieza de los útiles de mecanizado debe ser escrupulosa para no distorsionar la geometría del conjunto.
Aplicación práctica
En la instrucción de trabajo que tiene usted asignada, se le indica que necesita el útil ref. 0225478. Se dirige al almacén de utillajes para retirarlo.
Cuando lo monta en la máquina, nota que le cuesta mucho trabajo ajustarlo en la mesa y observa que los dados de fijación del útil están oxidados. ¿Cómo procedería ante esta situación?
SOLUCIÓN
Lo que seguro no debe hacerse es forzar el útil y montarlo a base de golpes, aunque sea con un mazo de nailon. Un útil mal montado dará como resultado una serie de piezas defectuosas.
Por tanto, lo mejor es desmontar los dados de fijación del útil y limpiarlos con un estropajo o una lija fina. A continuación, se montan en el útil y se impregnan con un poco de aceite. Ya se puede montar sobre la mesa.
Para prevenir esta situación, cuando se termine el trabajo con el útil, antes de almacenarlo, se debe limpiar e impregnar con una capa de aceite para que no se oxide.
4. Mantenimiento de primer nivel de la maquina
El tercer protagonista en el mecanizado, después de la herramienta y la pieza, pero no menos importante, es la máquina. Esta debe estar en perfectas condiciones para que realice su cometido sin paradas indeseadas ni trabajos defectuosos.
De ahí la importancia de conservarla, para lo que será indispensable realizar un mantenimiento, efectuando una serie de comprobaciones y actuaciones de forma periódica. A este trabajo, que se realiza a pie de máquina por parte del operario, se le denomina mantenimiento de primer nivel.
A continuación, se describen los principales puntos a revisar en este mantenimiento de primer nivel.
4.1. Ajustes
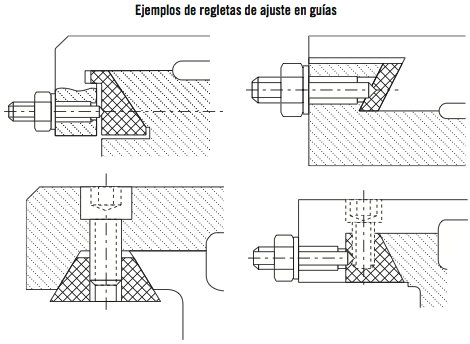
Todas las guías de máquinas disponen de algún sistema para la regulación del juego. El objetivo de este sistema es evitar los desgastes que se producen a consecuencia del trabajo y, a su vez, poder restablecer las condiciones iniciales de funcionamiento.
Prácticamente, todos los dispositivos de ajuste del juego están basados en la acción de una o varias regletas de ajuste de distintas secciones transversales y de sección longitudinal cónica que se introducen entre las dos partes de la guía, por ejemplo entre el carro y la bancada. Las caras de contacto tienen el mismo perfil y acomodo que la parte estática del conjunto guía, lo que aporta un ajuste absoluto en toda su longitud.
El acercamiento o alejamiento de la regleta se consigue mediante la acción de los tornillos, que se reparten a lo largo de todo el carro, colocándose en el lado contrario a lado en que actúa la fuerza de corte, para que esta afecte lo mínimo al ajuste.
Recuerde
La máquina debe estar en perfectas condiciones para que realice su cometido sin paradas indeseadas ni trabajos defectuosos.
4.2. Engrase y lubricantes
En las máquinas herramientas, existen partes móviles en las que se produce un rozamiento metal-metal, por lo que que, si no se lubrican con frecuencia, pueden dañarse entre sí, produciendo lo que se conoce como “gripaje”, pudiendo quedar las piezas bloqueadas.
Para el engrase de dichas partes móviles, la máquina puede estar dotada de un circuito interno o puede tener unos puntos de engrase accesibles para que se realice manualmente.
Punto de engrase y circuito interno
También se encuentran en las máquinas elementos (árboles, ruedas dentadas, rodamientos, etc.) que en su trabajo necesitan estar inmersos, total o parcialmente, en aceite. En estos casos, las cavidades donde se alojan tienen unas mirillas indicadoras del nivel de lubricante.
Nota
En la documentación de la máquina, existe un apartado donde se indican los puntos de engrase, la frecuencia con la que deben engrasarse dichos puntos y el tipo de aceite o grasa específica que necesitan.
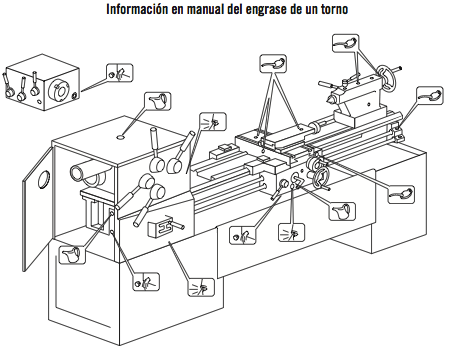
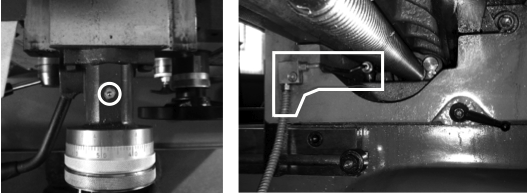
Si el nivel está por debajo del punto rojo que tiene en el centro, hay que rellenar el depósito hasta unos ¾ del visor aproximadamente.
Indicador del nivel de aceite

Consejo
Si no está claro el sitio por donde llenar el depósito, hay que buscarlo en la documentación de la máquina.
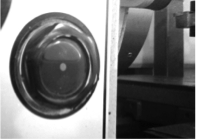
Las máquinas convencionales disponen de un sistema de lubricación semiautomático, en el cual solo hay que tirar de un gatillo o palanca. El aceite se impulsa a través de un circuito a las zonas más delicadas.
Sistemas de engrase semiautomático, en fresadora y en torno
Las máquinas automáticas tienen un sistema de engrase que, periódicamente, impulsa aceite a un circuito que lo reparte por los puntos precisos.
En resumen, las comprobaciones que se deben hacer respecto al engrase de una máquina son:
Recuerde
Del correcto engrase y lubricación de la máquina dependerá el buen funcionamiento de esta.
Aplicación práctica
Por motivos de organización, le asignan a usted una máquina en la que no había estado antes, indicándole que la prepare para fabricar un lote de piezas. ¿Cómo debe proceder ante esta situación?
SOLUCIÓN
En primer lugar, lo que se debe hacer es pedir el manual de la máquina, ya que es clave conocerla antes de realizar ninguna operación que pudiera causar un daño.
En el manual, se centrará en las tareas de ajuste de elementos móviles, funcionamiento de la máquina y, sobre todo, en el programa de lubricación.
Se realizan los ajustes necesarios y se limpian las partes delicadas de la máquina, así como la mesa de trabajo. A continuación, se revisan los niveles de lubricante y se recargan, en caso necesario, con el lubricante que indica el fabricante o uno de similares características.
Ya está la máquina lista para trabajar.
4.3. Refrigerantes
Ya se ha explicado la importancia del refrigerante en los procesos de mecanizado. En este punto, se tratará la comprobación del sistema de refrigeración, donde pueden haber atascos, y cómo mantenerlo en perfecto estado.
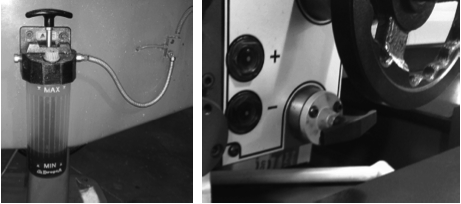
Como norma general, el circuito de refrigeración consta de un depósito, que puede estar en la misma base de la máquina. Del depósito se extrae el refrigerante mediante una bomba, normalmente vertical, llevándolo hasta el punto de corte, por medio de tuberías flexibles, terminando en una boquilla graduable.

Depósito en la base de la máquina (taladradora de columna)
En grandes empresas con un volumen de mecanizado importante, el refrigerante no se trata de forma individual en cada máquina, sino que está centralizado en un circuito externo que trabaja con bombas de impulsión independientes de las máquinas y con sistemas de acondicionamiento del fluido de corte, tanto en pureza como en temperatura, es decir, se crea un circuito de refrigerante como si fuese el de agua corriente y a ese circuito se conectan las máquinas según sus necesidades.
En el sistema de refrigeración, se deben revisar varios elementos:
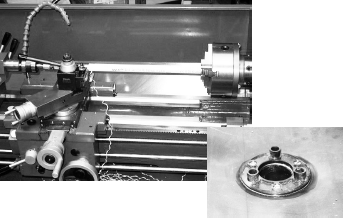
Boquilla de salida de refrigerante y desagüe en un torno
4.4. Limpieza
El orden y la limpieza en el puesto de trabajo son el comienzo de una buena labor. Es muy importante que todos los útiles de medición y verificación, los útiles para piezas y herramientas, las herramientas de montaje y desmontaje, etc., estén cuidadosamente limpiados y libres de rebabas o deformaciones.
También la máquina tiene que estar limpia, sobre todo en zonas de trabajo que continuamente están en movimiento (los fuelles, las guías descubiertas, la mesa y la bandeja de recogida de fluido de corte).
Importante
Después de ser utilizado, el refrigerante se recoge mediante bandejas con filtros que canalizan el líquido de nuevo hasta el depósito, donde, por decantación, se separa de posibles impurezas y se pone de nuevo en el sistema.
A la hora de limpiar una máquina, es conveniente seguir un orden:
Importante
Es fundamental usar gafas de protección para evitar que una proyección entre en los ojos.
4.5. Liberación de residuos
En el desarrollo de la actividad, el taller genera residuos. Su inadecuada segregación y almacenamiento, su entrega a gestores no autorizados o su liberación en el entorno suponen una grave amenaza para el medioambiente y la salud de las personas.
Basándose en la Guía de buenas prácticas medioambientales para talleres de mantenimiento y reparación de vehículos de Mapfre, se comentan a continuación los riesgos y las medidas a tomar en cuanto a la gestión de residuos.
Generación de residuos
Los principales residuos generados en un taller son:
Los residuos deben gestionarse de acuerdo a la legislación, cumpliendo los requisitos legales sobre manipulación, etiquetado, almacenamiento y entrega a gestores autorizados.
Nota
Es especialmente importante atender a estas prescripciones en el caso de los residuos catalogados como peligrosos, pues tienen una mayor capacidad de producir daños al entorno.
Pautas de actuación
La premisa principal a tener en cuenta en el manejo de los residuos es que se debe conocer qué tipo de residuo es y cuál es el destino que se le debe dar dentro del sistema de gestión de residuos que exista en el taller.
Es necesario conocer los tipos de residuos que se manejan y, para ello, debe conocerse que:
Para gestionar adecuadamente los residuos peligrosos, hay que:
Recuerde
Los residuos deben gestionarse de acuerdo a la legislación, cumpliendo los requisitos legales sobre manipulación, etiquetado, almacenamiento y entrega a gestores autorizados.
Por último, para eliminar adecuadamente el residuo, hay que:
Recuerde
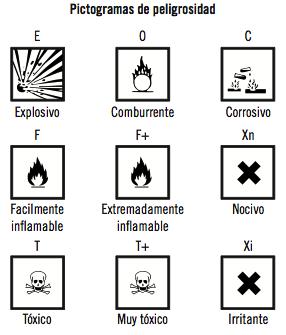
Se consideran residuos peligrosos las sustancias desechadas en cuyo envase figura alguno de los pictogramas de peligrosidad.
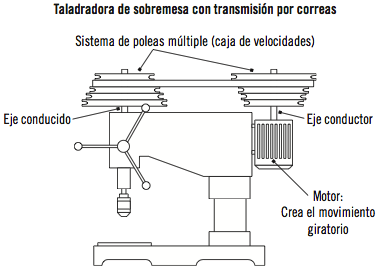
4.6. Tensado de correas
La transmisión por correas es muy común en las máquinas herramientas. Con ella, puede transmitirse el movimiento entre dos ejes que están a una distancia que hace complicado utilizar un sistema de engranajes. Suele utilizarse en la transmisión del motor al eje principal.

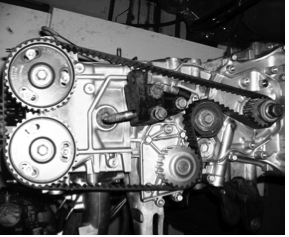
Transmisión de correas múltiples
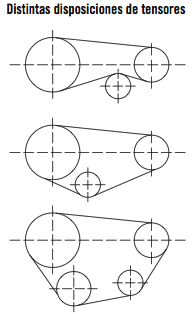
Esta transmisión está compuesta al menos por dos elementos, correa y polea, aunque, en algunos montajes es necesario el uso de tensores.
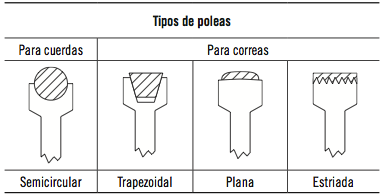
La correa es un elemento elástico de distintas secciones (plana, trapecial y dentada) formando un elemento cerrado y continuo.
La polea es un disco con la forma exacta de la correa a la que alberga.
El sistema de transmisión por correas está basado en las fuerzas de rozamiento que se producen entre correa y poleas, provocando el giro de estas últimas. En el caso de poleas dentadas, la transmisión se produce a través de los dientes y no por el rozamiento.
Correa dentada para movimientos sincronizados
En el caso de las correas sin dientes, la fuerza a transmitir debe ser menor que la fuerza de rozamiento y esta, en gran medida, depende de la tensión de la correa, luego es muy importante que la tensión de la correa sea la adecuada para que no “patine”, con las consiguientes pérdidas de potencia en la relación de transmisión.
La tensión de la correa se regula con el dispositivo de montaje y desmontaje de la correa, que hace que uno de los dos ejes bascule y, cuando tiene la tensión adecuada, se inmoviliza.
Nota
Es conveniente comprobar el estado de la correa. Si tiene grietas o algún hilo suelto, habrá que sustituirla.
4.7. Protección general
Cuando, durante el mecanizado, se detecte un fallo que, sin duda alguna, es debido a la falta de mantenimiento, se debe seguir la pauta o norma de mantenimiento estipulada por la empresa. Si no existe, se debe actuar según el sentido común, por ejemplo:
Recuerde
Cuando, durante el mecanizado, se detecte un fallo debido a la falta de mantenimiento, se debe seguir la pauta o norma de mantenimiento estipulada por la empresa. Si no existe, se debe actuar según el sentido común.
En cualquier caso, es importante dejar constancia escrita de cualquier incidencia, para que el responsable de mantenimiento general tenga información suficiente a la hora de tomar decisiones. Para ello, normalmente se utilizan partes de avería, de los que se pueden encontrar un sinfín de modelos.
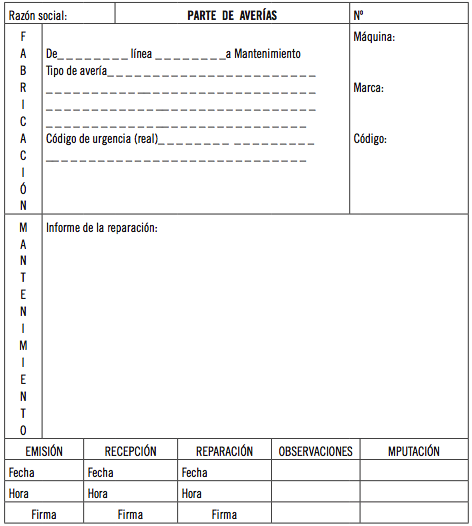
Parte de averías
Aplicación práctica
En una fresadora universal, está usted utilizando una mordaza para sujetar la pieza que tiene que cubicar. Cuando realiza el segundo planeado, observa que la pieza no está saliendo paralela, ya que en las esquinas resultan medidas diferentes. ¿Qué problemas pueden ser la causa de este error?
SOLUCIÓN
Este fallo puede ser causado por diversos factores:
|
I. |
Fallo en la colocación de la pieza: la pieza puede haberse colocado sobre dos calzos que sean exactamente iguales o que alguno tuviese un defecto, con lo cual el asiento de la pieza no es paralelo a la mesa. |
|
|
II. |
Pieza mal asentada: si la pieza no se ha golpeado correctamente con el mazo de nailon, después de apretarla con la mordaza, seguramente esté levantada por una de sus caras. |
|
|
III. |
Mordaza mal colocada: puede que, al colocar la mordaza en la mesa de la máquina, no se hayan limpiado bien ambas superficies de contacto y alguna viruta haga que la mordaza esté inclinada. |
|
|
IV. |
Cabezal de la fresadora levemente inclinado: el cabezal tiene un indicador del ángulo de giro del mismo. Este indicador es bastante aproximado, pero, cuando se trata de garantizar la perpendicularidad, es necesario utilizar un reloj comparador, que se coloca en el cabezal de la máquina y, haciéndolo girar manualmente, se observa donde está más alto o más bajo, corrigiéndolo a continuación. |
5. Resumen
Las tres bases que sustentan el proceso de mecanizado son la herramienta, la pieza y la máquina. Si cualquiera de las tres fallara, se obtendrá un mal resultado, con consecuencias negativas desde el punto de vista económico.
Por tanto, se debe comprobar que su estado sea óptimo:
Si se siguen estas indicaciones, la probabilidad de fallo en el mecanizado disminuye sensiblemente o, lo que es lo mismo, la fiabilidad del proceso aumenta.
Ejercicios de repaso y autoevaluación
1. ¿Qué sucede cuando se usa una velocidad de corte excesivamente baja?
2. Las herramientas de placa intercambiable...
3. El aceite de corte puro es:
4. De las siguientes afirmaciones, diga cuál es verdadera o falsa.
5. Complete el siguiente texto.
Los fluidos de corte cumplen principalmente funciones de ______________ y ________________, aunque también sirven para evacuar la ________________.
6. ¿Qué funciones cumplen los útiles de sujeción de piezas?
7. De las siguientes afirmaciones, diga cuál es verdadera o falsa.
8. A la hora de limpiar una máquina, lo primero es:
9. La tensión de una correa tiene importancia porque...
10. Complete el siguiente texto.
El _______________ es fundamental para que los medios productivos estén en perfectas condiciones. Si las __________________ no están lubricadas según lo que marque el fabricante, por muy buenas que sean las ________________ que se utilicen, la probabilidad de fallo será mayor.