
Capítulo 1
Técnicas de programación de los autómatas programables, pantallas táctiles y paneles de operador
Desde que en 1968 apareció el primer Programmable Controller (Programador Programable) o PC, como propuesta de reemplazo electrónico de sistemas de lógica cableada cuya programación era realizada por personal con nivel medio de formación en electricidad, empleando un método basado en diagramas eléctricos utilizados en automatización industrial y mediante el uso de ordenadores industriales, hasta hoy, el autómata programable ha ido evolucionando gracias a los avances producidos en el campo de la electrónica, ofreciendo día a día mayores prestaciones. Dichas prestaciones son, por ejemplo, una mayor velocidad de respuesta, la disminución de tamaño, programación utilizando ordenador personal, mayor almacenamiento de datos, capacidades de autodiagnóstico, aviso de averías y módulos remotos de entradas/salidas, controles de posición, movimiento, procesos y de control distribuido (DSC), lenguajes de programación más potentes, desarrollo de comunicaciones y de redes complejas. Todas estas mejoras permiten al autómata cubrir cualquier área industrial, alcanzando niveles de potencias similares a un ordenador personal.
Este capítulo tratará de identificar cada uno de los distintos aspectos relacionados con los autómatas programables, como constitución, uso, programación, comunicaciones y dispositivos asociados.
En EE. UU. y Japón el autómata industrial se denomina como Programmable Logic Controller (Controlador Lógico Programable) o PLC. A pesar de que PLC está bajo propiedad intelectual desde 1974, a partir de 1980 el sector de la automatización norteamericana y japonesa emplea este acrónimo de forma genérica para denominar a un autómata industrial. En Europa se denomina como Autómata Programable o AP.
De una manera informal, el autómata industrial programable puede ser considerado como un computador especial, dotado de conexiones para conectar dispositivos que interactúan con el proceso industrial que controla. Esta definición permite una primera aproximación al concepto, pero para conocerlo formalmente, se debe recurrir a la definición dada por la norma IEC 61131, incorporada al estado español mediante la norma UNE-EN61131.
Nota
En siguientes apartados de este mismo capítulo se verá una aproximación a la norma IEC61131.
Según la IEC 61131, un autómata programable (AP o PLC) es:
Una máquina electrónica programable diseñada para ser utilizada en un entorno industrial (hostil), que utiliza una memoria programable para el almacenamiento interno de instrucciones orientadas al usuario, para implantar soluciones específicas, tales como funciones lógicas, secuencias, temporización, recuento y funciones aritméticas, con el fin de controlar mediante entradas y salidas, digitales y analógicas diversos tipos de máquinas o procesos.
Analizando la definición anterior, se puede deducir que un autómata programable, debe ser un equipo electrónico que permita:
Esta definición no determina, al menos en parte, las directrices de los componentes internos que debe tener un autómata programable que se pueden resumir en los siguientes:
Así pues, la propia definición de IEC determina los elementos que debe disponer un autómata programable. Traducidos cada uno de estos elementos a materiales electrónicos, se define que el elemento capaz de trabajar con instrucciones debe ser una Unidad Central de Procesos (CPU), el elementoalmacén debe ser una memoria y el elemento-enlace corresponde a un módulo de entradas y salidas.
En los siguientes apartados se desarrollan estos componentes.
La estructura de un autómata se refiere a los aspectos constructivos que determinan el propio autómata como producto físico. En base a esto, se puede considerar la estructura como el conjunto formado de lo que hay dentro con lo que lo rodea. De esta forma se definirán expresiones como estructura interna y estructura externa.
Un autómata industrial está formado por los siguientes bloques funcionales básicos:
Nota
El sistema de entradas y salidas habitualmente se denomina como módulo E/S o módulo I/O (Input/Output).
En la siguiente imagen, se representa el esquema completo de todos los elementos anteriormente citados.
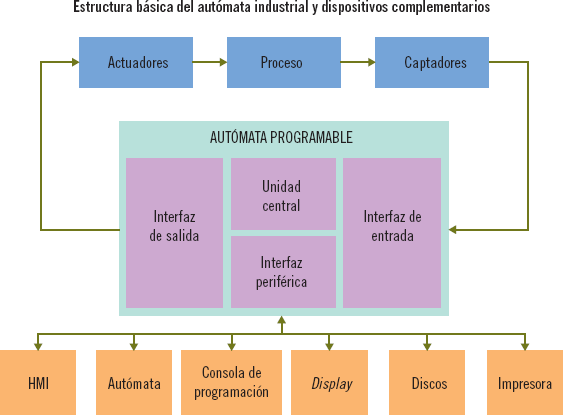
Al igual que cualquier otro equipo electrónico, el autómata programable necesita ser alimentado de energía eléctrica para su funcionamiento. La unidad que se encarga de ello se denomina Fuente de Alimentación (FA).

Recuerde
Las unidades o bloques funcionales básicos de un autómata programable son los elementos mínimos para que este pueda realizar su función. Estos elementos son:
Unidad Central (UC), Interfaz o Módulo de entrada/salida (E/S), Interfaz de periféricos (IP), Fuente de alimentación (FA).
Estructura externa
La estructura externa corresponde al aspecto físico exterior que presenta el autómata en relación a los elementos o módulos que lo componen. Por tanto en función de cómo se interconectan las distintas unidades o bloques funcionales básicos, se obtendrán diferentes formas o formatos de autómatas programables.
Por ejemplo, si todas las unidades funcionales básicas se protegen con una sola envolvente o caja, generalmente de tipo plástico, se obtiene un autómata programable de tipo compacto. El formato habitual que ofrecen estos autómatas es ubicar en el frontal del mismo todas las conexiones e indicadores, quedando distribuidos como sigue:
La envolvente suele disponer de orificios u ojales para atornillar a un tablero, así como el preformado o moldeado necesario para ser instalado sobre carril normalizado.

En cambio, si cada una de las unidades funcionales básicas se instala como tarjetas independientes, el autómata es de tipo modular. Este diseño está realizado en base a una caja denominada bastidor o rack que suele contener una o dos unidades funcionales básicas (unidad central y/o fuente de alimentación), y una placa electrónica que realiza las funciones de bus externo denominada blackplane. En este blackplane se encuentran disponibles los buses de datos, de direcciones y de control, así como de suministro eléctrico para las unidades independientes. El blackplane contiene los conectores o bahías de conexión donde se insertan cada unidad funcional.
La envolvente puede ser de material metálico o plástico. Cada unidad contiene la parte correspondiente de la envolvente para que cuando estén montados formen un solo conjunto. Los módulos quedan fijados mediante los correspondientes anclajes.

Estructura interna
Por otro lado, la estructura interna hace referencia a los componentes electrónicos que componen el autómata programable.
Con independencia de quién fabrique el PLC o de qué modelo sea, internamente todos los modelos constan de los siguientes bloques o módulos:
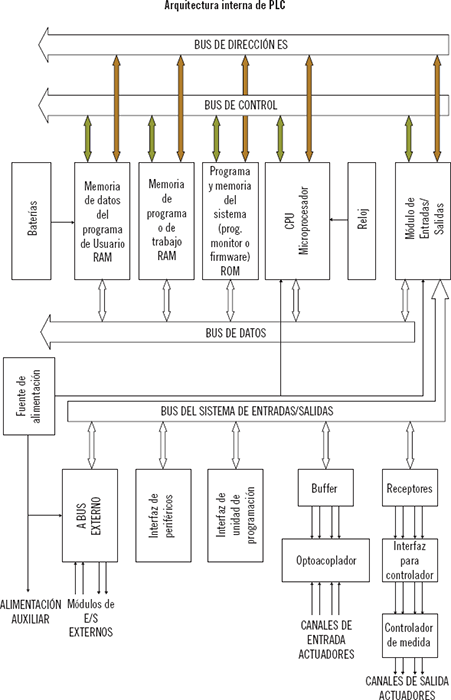
En la imagen anterior, se observan con detalle los bloques o unidades funcionales básicas descritas anteriormente además de los distintos buses de internos, sin olvidar los elementos necesarios para su funcionamiento, fuente de alimentación y batería e interfaces de E/S, comunicación, programación y periféricos.
Descripción de las unidades básicas del PLC
Las unidades básicas del PLC son los elementos mínimos y necesarios que constituyen el propio PLC. A continuación, se procede a describir las unidades funcionales básicas en detalle.
Unidad Central de Proceso (CPU) del autómata
La Unidad Central de Proceso es considerada como el cerebro del autómata industrial. Su misión es ejecutar el programa de usuario e indicar a los módulos de E/S que realicen las transferencias de los valores de las variables E/S a las áreas de memorias correspondientes. Por otro lado, en caso necesario, puede establecer comunicación con los periféricos.
La CPU ejecuta, en primera instancia el programa monitor o firmware, para posteriormente ejecutar el programa de usuario. La realización de estos procesos son de tipo secuencial, de forma que se van decodificando y ejecutando cada instrucción contenida en las memorias. De acuerdo a estas instrucciones, la CPU realizará, según proceda, los cambios pertinentes en los registros especiales (temporizadores, contadores, RLO, acumuladores, etc.), las actuaciones en correspondientes en las interfaces de E/S y las operaciones de autodiagnóstico.

Definición
Programa monitor o firmware
Es el sistema operativo (SO) del PLC. Este programa controla su funcionamiento. Cada fabricante desarrolla un firmware específico para cada tipo de PLC, que lo almacena en un chip no accesible por el usuario, y en determinados modelos de PLC, de acuerdo a las instrucciones facilitadas por el fabricante, se puede actualizar.
La CPU está formada principalmente por dos bloques:
El diseño electrónico de una CPU se realiza en base a dos tecnologías de implementación:
En algunos autómatas programables, con objeto de reducir costes de producción sin perder el rendimiento que ofrecen las CPU basadas en circuitos de lógica cableada, la implementación de la CPU se organiza en base a la utilización de dos microprocesadores, trabajando coordinadamente. De esta forma, una CPU actúa como principal (CPU Lógica), realizando tareas correspondientes a la ejecución del código o programa de aplicación, así como procesado de mensajes, mientras que la otra CPU se comporta como CPU secundaria (CPU de BUS o CPU blackplane), realizando tareas de control y operaciones correspondientes a los módulos de entrada y salidas. La CPU secundaria no altera el tiempo de la ejecución del programa de usuario del autómata programable.
La CPU Lógica tiene control total de las zonas de memoria de sistema y de usuario, mientras que comparte el control sobre la zona de memoria de datos con la CPU de blackplane.

Actividades
1. Compare el diseño descrito de la CPU del PLC con la CPU de una computadora PC, e indique las diferencias que encuentre entre ambas.
Memoria del PLC
La memoria es la encargada de almacenar los datos e instrucciones del programa, las variables de entrada y salida, así como los datos de configuración del propio PLC.
Dependiendo del área de trabajo a que se destine puede emplearse distiendas clases de memorias, que se analizan a continuación.
Tipos de memoria del PLC
La memoria de un PLC puede estar implementada utilizando algunas de los siguientes tipos de memoria:
Además de por el tipo, existen otros parámetros que definen la memoria del PLC:
Actividades
2. ¿Cree que seleccionar una memoria de tipo EEPROM como memoria RAM es una opción adecuada para un PLC? Justifique su respuesta.
Organización de la memoria del PLC
La organización de la memoria de un PLC se denomina mapa de memoria. Este mapa está dividido en las siguientes secciones:
En cada área se suelen utilizar tecnologías de memorias diferentes, así en la memoria de sistema son de tipo ROM y derivadas, mientras que en el resto suele ser de tipo RAM y derivadas.
Tabla de E/S PLC
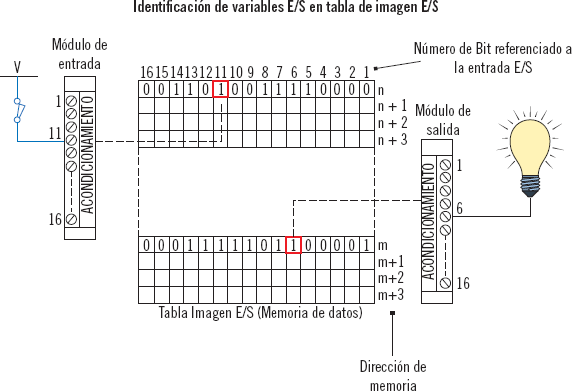
Cuando la CPU lee los datos de las variables de entradas, estas las almacena en la tabla de E/S. Por tanto, debe haber una relación directa entre la entrada, la posición que ocupa en la tabla la variable de esa entrada y el conjunto de variables que forman una dirección. Este conjunto de variables corresponden a un módulo de E/S del PLC. La forma de determinar cada conjunto depende del fabricante, por ejemplo, Omron las denomina como canal. El tamaño de este conjunto depende del número de bits que pueda procesar la CPU, siendo valores habituales de 8,16 y 32 bits.
Para saber cómo se almacenan las variables de E/S, observe la siguiente imagen. En ella se muestra cómo la identificación de la variable de entrada en la tabla de E/S queda definida por la relación que hay entre el módulo de E/S y la posición del bit E/S. Por ejemplo, en la imagen la entrada activa a 1 es la entrada 11 del módulo N, mientras que la salida activa a 1 corresponde al bit 6 del módulo M (salida 6, módulo M).
Actividades
3. Un interruptor cerrado, que equivale a 1 lógico, está conectado a la entrada 130078. Represente gráficamente el módulo de entrada y la tabla imagen E/S indicando la dirección de la palabra correspondiente.
Buses internos del PLC
La unión entre los diferentes componentes electrónicos que componen cada módulo interno del PLC, se realiza mediante los conductores eléctricos impresos en la placa electrónica del PLC. Cuando estos módulos se encuentran en distintas placas electrónicas, la unión eléctrica entre estas se realiza mediante conectores eléctricos.
Definición
Bus
Son los conductores eléctricos que transmiten un conjunto de información del mismo tipo.
En un PLC existen los siguientes buses:
En los PLC compactos estos buses son de tipo interno. Si el PLC compacto permite ampliación, dispone de un conector accesible desde el exterior del mismo al que se conectan los módulos de ampliación. Los buses disponibles dependen del tipo de PLC compacto.
En el caso de un PLC modular, todos los buses se encuentran disponibles mediante conectores alojados en el blackplane.
Fuente de alimentación y batería tampón
La unidad funcional encargada de suministrar alimentación tanto al PLC como a los dispositivos acoplados a él es la fuente de alimentación. La fuente de alimentación genera un suministro en corriente continua, tanto para el PLC que lo necesite como para los dispositivos conectados al mismo.
Los valores de tensión empleados habitualmente en corriente continua son 12 V, 24 V y 48 V respectivamente.
Para autómatas o dispositivos que funcionen con corriente alterna, se recurre al empleo de la tensión eléctrica suministrada por la red eléctrica convencional, utilizando valores de 230 V o 400 V en función de las necesidades del equipo correspondiente.
En caso de falta del suministro eléctrico, la fuente de alimentación no generará el suministro eléctrico correspondiente, por lo que memoria de usuario puede ser borrada. Para evitar este problema, las fuentes de alimentación incluyen una batería que en caso necesario alimenta a la memoria de usuario evitando la pérdida del programa contenido en ella. Si el PLC no dispone internamente de la citada batería, es necesario conectar una batería externa, adecuada a ese PLC.
Dado que la batería tiene una vida limitada, esta es monitorizada convenientemente mediante algún dispositivo luminoso, generalmente un diodo emisor de luz (LED), que avisará cuando sea necesario su reemplazo. Por tanto, no conviene olvidar realizarle el correspondiente mantenimiento preventivo.
Equipos de Programación
Los autómatas programables necesitan de herramientas externas para transferir el programa de usuario a la memoria de usuario del PLC, con objeto de que el PLC pueda ejecutar el programa de usuario y realizar el proceso de control que debe controlar. Estas herramientas externas son conocidas como equipos o unidades de programación.
Definición
Equipos de programación
Conjunto de herramientas disponibles para el programador de autómatas con las que puede introducir, modificar y verificar el código de instrucciones que forman el programa de usuario sobre la memoria del autómata, y que posteriormente, ejecutará el autómata.
El lenguaje que emplee este equipo de programación corresponde a lenguajes entendibles por un programador pero no lo es directamente por el procesador del PLC. De esta forma el programador utiliza este equipo de programación como medio para convertir el lenguaje empleado por el programador al código que interpreta el procesador denominado código máquina o ensamblador. Así pues, cuando el programador ha introducido el programa de usuario en el equipo de programación, este lo compila a:
El programador es responsable de introducir las configuraciones adecuadas en el equipo de programación de acuerdo a las características del autómata.
En general, los equipos de programación pueden ser los siguientes:
Entre los equipos específicos, y según su complejidad, se podrán distinguir las dos variantes siguientes:
Principio de funcionamiento del PLC
Cuando un PLC se conecta a la red eléctrica inicia una secuencia de autodiagnóstico, analizando las tareas propias de la CPU y comprobando si tiene algún programa de usuario almacenado u orden externa que le indique el modo de funcionamiento. Los diferentes modos en lo que se puede encontrar son los siguientes:
Los cambios operativos permitidos son los siguientes:
Los diferentes modos de funcionamiento son señalizados mediante los led situados en el frontal del PLC. Generalmente corresponden a los siguientes: alimentación eléctrica (PWR) en color verde, run (RUN) en color verde, comunicaciones (COMM) en color ámbar y error/alama (ERR/ALM) en color rojo.
Ciclos del PLC
Sin tener en cuenta los efectos producidos por un reseteo del autómata y mientras esté en modo de funcionamiento o run, este funciona de manera secuencial y cíclica, realizando una tras otra las siguientes operaciones: autodiagnóstico del PLC, lectura de entradas, ejecución del programa de usuario, activación o desactivación de las salidas, atención a comunicaciones o a periféricos externos. Cuando se han realizado todas las operaciones anteriores se indica que se ha realizado un ciclo.
Definición
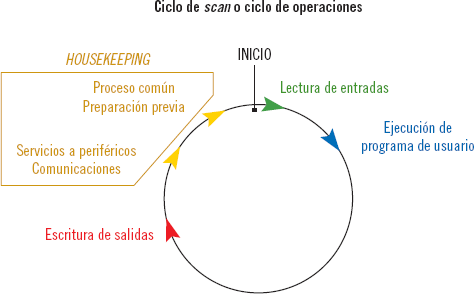
Ciclo de scan o ciclo de operaciones
Es la realización de todas las operaciones correspondientes a un ciclo en modo run.
Tiempo de scan o tiempo de scanning
Es el tiempo que tarda en producirse un ciclo de scan.
Cada vez que se realiza un ciclo de scan, la CPU genera un aviso interno de final de ciclo de scan conocido como End of Scan (EOS).
Tanto el ciclo de scan como el tiempo de scan son propios de cada PLC e influyen directamente en la velocidad de procesamiento del mismo, ya que depende del tamaño del programa, la velocidad del microprocesador, número de E/S, de las operaciones de autodiagnóstico y watchdog.
Definición
Watchdog o perro guardián
Es un temporizador interno que tienen todos los PLC que determina el tiempo máximo de scan permitido.
El temporizador watchdog, también se denomina como reloj de guarda.
Watchdog tiene asignado un valor máximo de tiempo fijado por el fabricante del PLC y que normalmente no es accesible por parte del programador ni del usuario del PLC.
En caso de que el watchdog alcance este valor máximo, implicará que el PLC puede provocar inestabilidades o funcionamientos inadecuados en el control del proceso debido a un funcionamiento erróneo del mismo. En este caso se producirá alguna de las siguientes situaciones: indicación de error y detención del PLC, indicación de error de tipo informativo y se continúa con el siguiente ciclo o anulación del ciclo que se está ejecutando.
El ciclo de funcionamiento de una autómata comprende el proceso que se desarrolla desde que recibe alimentación eléctrica, sin tener en cuenta el efecto producido por un reseteo del mismo.
De esta forma se puede distinguir dos fases:
La fase de sistema o proceso inicial se produce cuando se enciende el PLC y corresponde a la preparación previa del PLC para su funcionamiento. En ella se procede a realizar las siguientes operaciones o tareas:
En la fase de tratamiento se realiza las operaciones relacionadas con el programa del usuario y autodiagnóstico. En esta fase se producen los siguientes procesos:
Nota
Algunos fabricantes agrupan los procesos común y de servicios a periféricos bajo el término Housekeeping.
Actividades
4. ¿Cree que los ciclos de scan correspondientes a las entradas y las salidas pueden provocar alguna variación en el tiempo del ciclo del autómata? Justifique su respuesta.
Sistema de entrada y salidas
El sistema de entrada y salidas está formado por los circuitos electrónicos contenidos en los correspondientes módulos E/S. Este sistema se ocupa de hacer de enlace entre la CPU y los elementos que intervienen en el proceso.
Este sistema está compuesto de dos unidades funcionales:
Tipos de señales aplicadas al sistema de entrada y salidas
Las señales que pueden ofrecer los distintos dispositivos de campo se pueden englobar en los siguientes tipos:

Sabía que...
Las señales digitales también se denominan como discretas, independientemente de la forma que tenga.
Clasificación de módulos de E/S
La clasificación de los módulos de E/S se puede realizar en virtud del tipo de señal con que opera y como la trata. De esta forma se establecen los siguientes tipos:
Nota
Cuando se quieren expresar varios valores disponibles de uso o utilización, estos valores se expresan uno tras otro separados por barras inclinadas.
Por ejemplo, 12/24/48 V indica que los valores de uso o disponibles son 12 V, 24 V y 48 V.
Cuando los valores van separados por un guion expresa un rango de valores.
Por ejemplo, 4-20 mA, indica un rango de 4 a 20 mA.
Tipos de módulos de entradas
Tal y como se ha visto, la variedad de señales es bastante grande, por lo que los módulos de entrada son diseñados de acuerdo a las mismas. De esta forma se pueden establecer los siguientes:
Módulos de entrada digital
Este tipo de módulos son los que reciben las señales enviadas por los dispositivos de campo de tipo digital.
El módulo está formado por un circuito electrónico formado por las siguientes etapas: rectificación de la señal (paso de corriente alterna a corriente continua), protección contra inversión de polaridad y sobretensión, acondicionamiento de señal (amplificación), filtrado de señal (eliminación de ruido), indicador de estado de la entrada, aislamiento galvánico de tipo óptico (con optoacoplador) y conexión al circuito lógico de entrada en la CPU. Esta configuración corresponde a entradas en las que no tiene importancia que la señal sea de corriente continua o alterna.
Cuando la entrada es específica de corriente continua (DC), se eliminan todas las etapas anteriores al filtrado de la señal. Esta entrada se denomina entrada lógica DC.
Nota
En términos técnicos las entradas lógicas de corriente continua también son denominadas como DC Source Input y DC Sink Input en función de si el sensor es de tipo PNP o tipo NPN.
En la siguiente imagen se muestra una entrada simple de PLC apta tanto corriente alterna como corriente continua. En ella se pueden observar las etapas limitadoras (resistencias R1, R2 y R5), la etapa de protección contra inversión de polaridad (diodo D), señalización (led) y aislamiento galvánico (optoacoplador y resistencia R3).
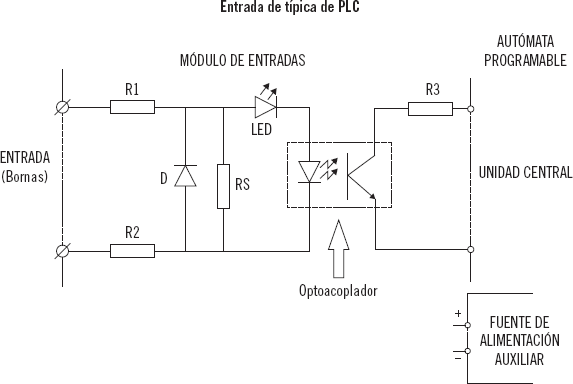
Cuando la entrada es específica de corriente alterna (AC) se elimina la etapa de rectificación. En este caso, las bornas no tienen polaridad respecto de la conexión del sensor.
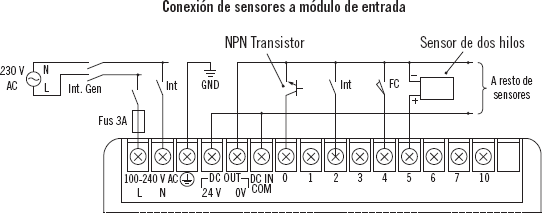
Los sensores de tipo on/off (pulsadores) se conectan entre la entrada correspondiente y la borna común. En el mercado existen sensores que sus salidas están basadas en transistor. Los transistores pueden ser de tipo PNP o NPN. Los sensores de salida de transistor tienen tres conexiones: alimentación, salida y común.
Los sensores de salida de transistor tipo PNP utilizan lógica positiva, por lo que la forma de conectarlo al módulo es la siguiente: alimentación al positivo de la fuente de alimentación, salida a la borna de entrada al módulo, común a la borna común del módulo. Los de tipo NPN, utilizan lógica negativa, y por tanto la conexión es: alimentación al negativo de la fuente de alimentación, salida a la borna de entrada al módulo, común a la borna común del módulo.
Nota
Lógica positiva quiere decir que el terminal común a sensores corresponde al positivo de la fuente de alimentación. Y lógica negativa quiere decir que el terminal común a sensores corresponde al negativo de la fuente de alimentación.
Módulos de entrada analógica
Este tipo de módulos son los que reciben las señales enviadas por los dispositivos de campo de tipo analógico. Estos módulos digitalizan la señal aplicada a su entrada, convirtiéndola en un valor digital que es el que se enviará a la CPU. El proceso de digitalización se realiza durante un determinado tiempo definido por los circuitos electrónicos del módulo.
El módulo está formado por un circuito electrónico formado por las siguientes etapas: multiplexora, equivale a un conmutador y que permite seleccionar qué entrada pasa a ser digitalizada, amplificador de nivel, convertidor analógico-digital (digitalizador), aislamiento galvánico de tipo óptico (optoacoplador) y conexión al circuito lógico de entrada en la CPU.
Actividades
5. Describa los tipos de sensores que hay en su vivienda. Si no tiene ninguno, indique cuál pondría.
Tipos de módulos de salidas
De igual forma a la situación creada con las entradas, los módulos de salida se diseñan en función del tipo de carga que debe controlar. A través de estos módulos, la CPU opera con los actuadores del proceso.
De esta forma se pueden establecer los siguientes:
Módulos de salida digital
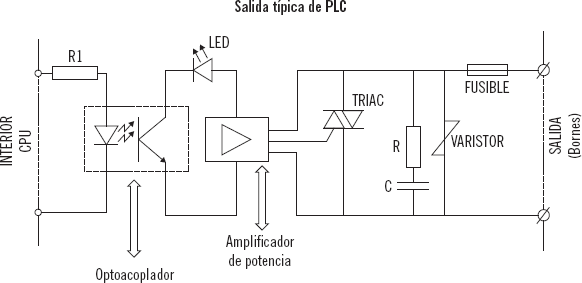
Los diseños electrónicos de los módulos de salida giran en torno a un solo componente que es el que da nombre a módulo. De esta forma se encuentran los siguientes tipos:
A continuación, la siguiente imagen muestra una salida típica basada en triacs, en la que se observa la etapa de aislamiento galvánico de tipo óptico (optoacoplador y resistencia R1), señalización (led), amplificador de potencia o driver de triac, triac, filtro (resistencia R y condensador C) y limitador de tensión (varistor) y protección (fusible).
Módulos de salida analógica
El diseño electrónico de estos módulos es un tanto complejo, ya que pueden ser diseños basados en microprocesador, memoria y convertidores digital-analógico. La función principal de estos módulos es convertir la información binaria que se encuentra en la interfaz al bus del módulo de salida en valores de tensión de corriente continua tanto a nivel simple, como por ejemplo de 0 a 5 V, como a nivel dual, como por ejemplo de −5 a +5 V. También puede operar como generador de intensidad con valores estándar de 0-20 mA y de 4-20 mA.
Actividades
6. ¿Cuáles cree que son los elementos que puede conectar de su vivienda al módulo de salida de un PLC?
Módulos especiales
Bajo este nombre se agrupan todos aquellos módulos, tanto de entrada como de salida, que procesan la señal de forma especial en relación al dispositivo conectado a ella, como pueden ser el bajo nivel de tensión generado por un dispositivo de campo, dispositivos que envían y reciben información, etc. En general el tratamiento por la correspondiente E/S de este tipo señal exigiría a la CPU disponer de circuitos electrónicos especiales de acondicionamiento, o el empleo intensivo de CPU a nivel de ejecución de programa de usuario.
En base a esto, los fabricantes han optado por ofrecen módulos específicos de aplicación que se conectan a las entradas convencionales.
Como ejemplo de estos módulos se pueden citar los siguientes: temperatura (PT100/PT100, termopar), numérico, reguladores PID, visualizadores, etc.
Actividades
7. Utilizando un catálogo comercial, seleccione un autómata modular e indique la relación de módulos especiales que se le pueden conectar.
Los autómatas programables, de forma similar a cualquier otro equipo, se agrupan por familias y a su vez por modelos. Esta agrupación se realiza en base a una serie de características, de carácter técnico, que son comunes a todos los equipos de la gama, y que estas se van ampliando según aumentan las prestaciones de los PLC. Las características técnicas permiten evaluar y seleccionar el autómata más ajustado al proceso productivo a controlar.
Nota
La expresión características técnicas recoge todas las especificaciones técnicas, funcionales y físicas que definen a un equipo. Este grupo puede ser ampliado incluyendo cualquier aspecto cualitativo y cuantitativo que el fabricante estime conveniente para definir mejor su producto.
Con carácter general, el autómata programable presenta una serie de características fundamentales respecto de otras fórmulas de automatización, que son las siguientes:
Actividades
8. De las características fundamentales que presenta un autómata programable, ¿cuáles considera imprescindibles? Justifique su respuesta.
Con carácter específico el autómata dispone de unas características técnicas intrínsecas del PLC que son función directa de los diferentes componentes que lo componen. La mayoría de estas características se ven reflejadas tal cual como criterios cualitativos. De esta forma se pueden citar los siguientes:

Ejemplo
En la siguiente imagen se muestran las características técnicas de un PLC compacto de un fabricante de origen japonés.
| CP1H-Y20DT-D | CP1H-XA40D | CP1H-X40D | CP1L-M60D | CP1L-M40D | CP1L-M30D | CP1L-L20D | |
| 12 entradas 8 salidas | 24 entradas 16 salidas | 24 entradas 16 salidas | 36 entradas 24 salidas | 24 entradas 16 salidas | 18 entradas 12 salidas | 12 entradas 8 salidas | |
| Fuente de alimentación de CA | No | Sí | Sí | Sí | |||
| Fuente de alimentación de CC | Sí | Sí | Sí | Sí | |||
| Salidas relé | No | Sí (solo modelo de CA) | Sí (solo modelo de CA) | Sí | |||
| Salidas transistor | Sí (solo NPN/Sinking) | Sí (solo modelo de CC) | Sí (solo modelo de CC) | Sí | |||
| Capacidad de E/S | 300 | 320 | 180 | 160 | 150 | 60 | |
| Entradas de alta velocidad | 4 | 4 | 4 | ||||
| 1 MHz como máximo | 100 kHz como máximo | 100 kHz como máximo | |||||
| Salidas de pulsos | 4 ejes | 4 ejes | 2 ejes | ||||
| 1 MHz como máximo | 100 kHz como máximo | 100 kHz como máximo | |||||
| Modelos con salidas transistor solamente | |||||||
| Comunicaciones serie | Se pueden añadir dos puertos serie | Se pueden añadir dos puertos serie | Se puede añadir un puerto serie | ||||
| Tarjeta opcional LCD | Sí | Sí | |||||
| E/S analógica incorporada | No | 4 entradas, 2 salidas | No | No | |||
| Potenciómetro analógico | Sí (x 1) | Sí (x 1) | Sí 0(1) | ||||
| Entrada de configuración analógica externa (resolución 256) | Sí | Sí | |||||
| Casete de memoria | Sí | Sí | |||||
| Bloques de función (diagramas de relés o lenguaje IL) | Sí | Sí | |||||
| Posicionamiento del variador | No | Sí | |||||
| Display de 7 segmentos | Sí | No | |||||
| Capacidad de programa | 20 K pasos | 10 K pasos | 5 K pasos | ||||
| Capacidad de memoria de datos | 32 K canales | 32 K canales | 10 K canales | ||||
| Velocidad de procesador | 0,1 microsegundos / instrucción LD, 0,3 microsegundos / instrucción MOV | 0,55 microsegundos / instrucción LD, 1,84 microsegundos / instrucción MOV | |||||
| Reloj de tiempo real | Sí | Sí | |||||
| Terminales extraíbles | Sí | Sí | |||||
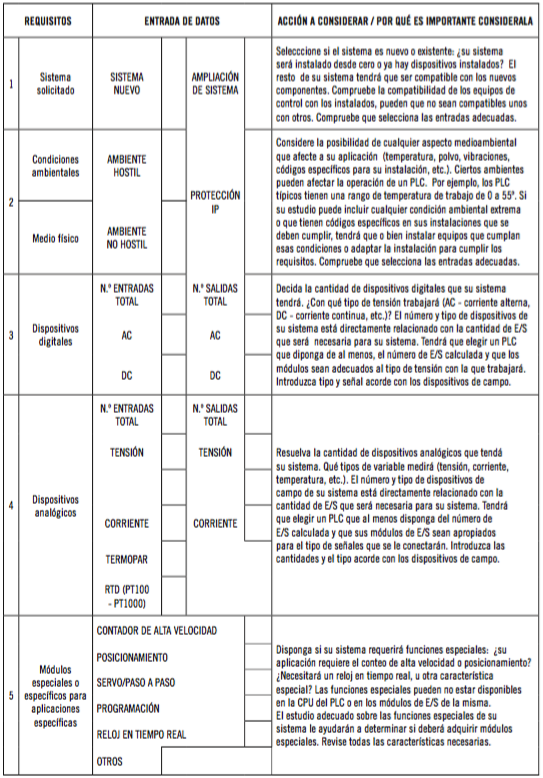
Una vez que se han visto las características importantes que definirá el PLC requerido por su aplicación, puede surgir la necesidad de determinar algún método que permita concretar la forma de poder seleccionar el PLC. La mayoría de los fabricantes suelen ofrecer métodos basados en organigramas o tablas que permitan al usuario la selección, pero enfocados a sus respectivos modelos y en muchas situaciones a gamas concretas de productos.
En algunas revistas o webs del sector de automatización suelen publicarse artículos o comentarios al respecto, lo que lleva a ofrecer alguna muestra de ello. La tabla siguiente es un ejemplo de ello.

Aplicación práctica
La empresa Maderas Sobrantes S. A. (MASOSA) está automatizando su sistema productivo. Dispone de una máquina de cantoneado de madera cuyo control está realizado empleando lógica cableada, por lo que debe ser sustituido por otro control basado en lógica programable (PLC). MASOSA facilita el proyecto que define el sistema de automatización. A continuación, se describen el pliego de condiciones técnicas y el proceso de control. De acuerdo a esta información, seleccione los modelos de PLC más adecuados.
El pliego de condiciones técnicas indicado en el proyecto presenta las siguientes condiciones:
| FABRICANTE A | ||||
| CPILZ01 | CPILZ02 | CPILZ03 | CPILZ04 | |
| Números de E/S digitales | 36 entradas 24 salidas |
24 entradas 16 salidas |
18 entradas 12 salidas |
12 entradas 8 salidas |
| Fuente de alimentación de CA | Sí | |||
| Fuente de alimentación de CC | Sí | |||
| Salidas relé | Sí | |||
| Salidas tranSístor | Sí | |||
| Capacidad de E/S | 180 | 160 | 150 | 60 |
| Entradas de alta velocidad | 4 100 kHz como máximo |
|||
| Salidas de pulsos | 2 ejes 100 kHz como máximo Modelos con salidas transístor solamente |
|||
| Comunicación serie | Se pueden añadir dos puertos series | Se puede añadir un puerto serie | ||
| Tarjeta opcional LCD | Sí | |||
| E/S analógica incorporada | No | |||
| Potenciómetro analógico | Sí (x1) | Sí (x 1) | ||
| Entrada de configuración analógica externa (Resolución 256) | Sí | |||
| Casete de memoria | Sí | |||
| Bloques de función (diagramas de relés o lenguaje de texto estructura) | Sí | |||
| PoSícionamiento del variador | Sí | |||
| Display de 7 segmentos | No | |||
| Capacidad de programa | 10 K pasos | 5 K pasos | ||
| Capacidad de memoria de datos | 32 K canales | 10 K canales | ||
| Velocidad de proceso | 0,55 micorsegundos/instrucción U. 1,84 microsegundoss/instrucción MOV |
|||
| Reloj de tiempo real | Sí | |||
| Terminales extraibles | Sí | |||
| Unidades expansoras CP1W/CPM1A | Sí (máximo 3) | Sí (máximo 1) | ||
| E/S especiales y unidades de bus de in de la serie CJ | No | No | ||
| Fabricante B | |||||
| CPU × 01 | CPU × 02 | CPU × 03 | CPU × 04 | CPU × 05 | |
| DimenSíones fíSícas (mm) | 90 × 80 × 62 | 90 × 80 × 62 | 120.5 × 80 × 62 | 140 × 80 × 62 | 190 × 80 × 62 |
| Memoria del programa: con edición en runtime Sín edición en runtime |
4096 bytes 4096 bytes |
4096 bytes 4096 bytes |
8192 bytes 12288 bytes |
12288 bytes 16384 bytes |
16384 bytes 25576 bytes |
| Memoria de datos | 2048 bytes | 2048 bytes | 8192 bytes | 16384 bytes | 10240 bytes 24 E/16 S |
| Memoria de backup | 50 horas (tip.) | 50 horas (tip.) | 100 horas (tip.) | 100 horas (tip.) | 100 horas (tip.) |
| E/S integradas Digitales Analógicas | 6 E/4 S | 8 E/6 S | 14 E/10 S | 14 E/10 S | 24 E/16 S |
| Módulos de ampliación | 0 módulos | 2 módulos | 7 módulos | 7 módulos | 7 módulos |
| Contadores rápidos Fase Símple Dos fases |
4 a 30 kHz 2 a 20 kHz |
4 a 30 kHz 2 a 20 kHz |
6 a 30 kHz 4 a 20 kHz |
4 a 30 kHz 2 a 200 kHz 3 a 20 kHz 1 a 1W kHz |
6 a 30 kHz 4 a 20 kHz |
| Salidas de impulsos (DC) | 2 a 20 kHz | 2 a 20 kHz | 2 a 20 kHz | 2 a 100 kHz | a 20 kHz |
| Potenciómetros analógicos | 1 | 1 | 2 | 2 | |
| Reloj de tiempo real | Cartucho | Cartucho | Incorporado | Incorporado | Incorporado |
| Puertos de comunicación | 1 RS-485 | 1 RS-485 | 1 RS-485 | 2 RS-485 | 2 RS-485 |
| Aritmética en coma flotante | Sí | ||||
| Tamaño de la imagen de E/S digitales | 256 (128 E/128 S) | ||||
| Velocidad de ejecución booleana | 0,22 microsegundos/operación | ||||
| Datos del control del proceso | ||
| Acción a realizar | Tipo de señal frecida por el sensor | Tipo de carga |
| Detección de objeto sobre carro de desplazamiento | on/off | |
| Detección de funcionamiento de carro de desplazamiento | on/off | |
| Detección de funcionamiento de rollo de cantonera | on/off | |
| Detección de ajuste de tabón de madera y cantonera | on/off | |
| Detección de entrada en cámara de calentamiento | on/off | |
| Detección de funcionamiento de plancha calefactora | on/off | |
| Detección de la medida de corte de sobrante | on/off | |
| Detención del carro de desplazamiento | on/off | |
| Detención rollo de cantonera | on/off | |
| Pulsadores de marcha, paro y emergencia | on/off | |
| Funcionamiento del motor del carro de desplazamiento | Motor eléctrico | |
| Funcionamiento del motor de la cantonera | Motor eléctrico | |
| Funcionamiento de la plancha calefactora | Resistencia eléctrica | |
SOLUCIÓN
Para resolver esta aplicación práctica, se tendrán en cuenta las siguientes consideraciones:
En base a ellos, se realiza la tabla de entradas/salidas siguiente:
| Nº ENTRADAS | Nº SALIDAS | TIPO |
| 9 | Digital (on/off) | |
| 3 | Pulsadores (digital on/off) | |
| 3 | Digital (on/off) (motores y plancha) |
Por tanto los modelos adecuados son:
La gama de pantallas de visualización y paneles de operación es lo bastante amplia como para cubrir todo tipo de aplicaciones, por lo que es necesario recurrir a los catálogos de producto de cada fabricante para poder ver las características de cada una de ellas y su posible aplicación.
Determinar las características técnicas necesarias en función cada aplicación, no es objeto de este manual, por lo que en este apartado, se citarán las características más determinantes que presentan cada tipo de dispositivo.
Tanto en las pantallas de visualización como en los paneles de operador, la forma de presentar la información está basada en un display que estará determinado por su tamaño, tecnología de fabricación, colores disponibles, formas de presentar los caracteres y símbolos gráficos y sensibilidad al tacto, entre otros aspectos técnicos.
Asimismo, estos dispositivos tienen como características de tipo técnico las diversas formas de montaje o instalación, herramientas de trabajo disponibles (funciones complementarias, gestión de eventos, etc.) además de los correspondientes parámetros eléctricos (consumo eléctrico, tensión de trabajo, etc.).
Por otro lado, estos dispositivos pueden disponer de prestaciones que se refieren a la disponibilidad de teclado, tratamiento de la información, formas de comunicaciones, etc.
Cuando la pantalla de visualización está basada en un display y un ordenador o computador embebido, esta estará caracterizada, además de las características citadas anteriormente, por los datos técnicos correspondientes al ordenador embebido: sistema operativo, procesador, memoria, almacenamiento, buses de comunicación y accesorios, entre otros.
A modo informativo, se presentan diferentes tablas con las características más determinantes correspondientes a una pantalla de visualización y un panel de operador.
| Pantalla de visualización | Display normal |
|
| Display táctil |
Además de las citadas para los display normales, incluye:
|
Nota
Algunos fabricantes denominan como terminales a las pantallas de visualización.
| Panel de operador | Textual |
|
| Gráfico |
|
Nota
Algunos fabricantes denominan a las pantallas de visualización con computador embebido como computador industrial con pantalla integrada.
Mención aparte corresponde a los SCADA, dado que este dispositivo está formado por un programa informático que se ejecuta sobre un ordenador central y/o remoto. Asimismo los sistemas de comunicaciones disponibles tanto a nivel campo como a nivel de equipos que conforman el SCADA, estarán en función del grado de complejidad y características propias de cada uno de los elementos que intervienen. A nivel de programa, las características irán referidas a los siguientes módulos: configuración, interfaz gráfico del operado, proceso, gestión de eventos y archivos de datos y comunicación.
Definición
SCADA
Programa informático que realiza operaciones de control, supervisión y adquisición de datos de un proceso productivo.
SCADA es el acrónimo de Supervisory Control And Data Acquisition (control y adquisición de datos de supervisión).
A modo de ejemplo, se muestran las características correspondientes a los siguientes dispositivos:
| Denominación | Datos técnicos |
| TD 200 | |
| Número de referencia | 6ES7 272-0AAOO-OYAO |
| Dimensiones | 76 × 148 × 27 mm (A × L × P) |
| Peso | Aproximadamente 0,22 kg. |
| Display | Display STN / 2 líneas de 20 caracteres c /u / altura de caracteres: 5 mm Iluminación de fondo led / gama normal de temperatura. |
| Teclado | Teclado de membrana / 9 teclas. |
| Interfase TD-PLC | Interfase RS485: 9.0 /19.2 kbit/s. |
| TD 200 | |
| Tensión de alimentación (UN) | DC 24 V(1), (DC 15 V... DC 30 V, tensión baja de seguridad, alimentación a través del PLC, de una fuente de alimentación externa o de una red externa de DC 24 V). El TD 200 no tiene una protección integrada contra impulsos parásitos de gran energía en el sector de ms (impulso de sobretensión transitoria). Al no estar dotada la fuente de alimentación de las correspondientes medidas de protección, será necesario preconectar un descargador de sobretensión. (1) La tensión de alimentación de DC 24 V deberá limitarse a una corriente nominal de ≤3 A, bien sea mediante un limitador de sobrecorriente o mediante un fusible. |
| Consumo de corriente (lN) | Típico de 60 mA, (resistencias terminales desconectadas), máx. 100 mA al ser la UN de 24 V (sin fusible en la TD 200). |
| Clase de protección | Cara frontal de la unidad: IP 65. Carcasa de la unidad: IP 30. |
| Seguridad | |
| Norma | VDE 0805 / EN 60950 / CEI 950. |
| Emisión de ruido | <45 dB (A) según DIN 45635 (sin ventilador). |
| Condiciones ambientales | |
| Temperatura Servicio Almacenamiento/transporte |
Comprobación según DIN CEI 68-2-1. DIN CEI 68-2-2 +0 °C a +45 °C (Velocidad de cambio de temperatura máx. 10 °C/h). −20 °C a +60 °C (Velocidad de cambio de temperatura máx. 20 °C/h). |
| Humedad relativa Servicio Almacenamiento/transporte |
Comprobación según DIN CEI 68-2-3. 5 % a 85 % con 30 °C (sin condensación). 5 % a 93 % con 40 °C (sin condensación). |
| Condiciones mecánicas de entorno | |
| Oscilaciones Servicio Transporte (con embalaje) |
Comprobación según DIN CEI 68-2-6. 10 a 58 Hz amplitud 0,075 mm. 58 a 150 Hz aceleración 9,8 m/s2. 5–9 Hz amplitud 3,5 mm. 9–500 Hz 3 aceleración 9,8 m/s2. |
| Choques Servicio Transporte (con embalaje) |
Comprobación según DIN CEI 68-2-27/29. Semisinusoide: 150 m/s2 (15 g), 11 ms. Semisinusoide: 250 m/s2 (25 g), 6 ms. |
Panel de operador de fabricante de origen alemán
| Tipo | Terminal | |||
| Display | Tamaño | 3.8” | 5.7” | |
| Tipo | STN monocromático, ámbar y rojo | Backlite STN monocromo, azul | ||
| Funciones | Representación de variables | Alfanumérica, bitmap, gráfico de barras, relojes, botones, luces, fecha/hora luces intermitentes, teclados | ||
| Curvas | Sí, con registro | |||
| Registro de alarmas | Sí, incluido | |||
| Comunicación protocolos | Unitelway. Modbus | Unitelway. Modbus Modbus TCP/1P | Unitelway. Modbus | |
| Redes y Buses | Ethemet IEEE 802.3 - 10/100 BASE-T. RJ45 | |||
| Protocolos de terceros | Mitsubishi (Melsec). Omron (Sysmac). Rockwell Automation (Aien Bradley). Siemens (Simatic) | |||
| Dimensiones | 130×41×104mm | 167.5×60×135mm | ||
| Compatibilidad con PLC | Twido. Nano. TSX Micro. Premium. Quantum | |||
| Slot para tarjeta | Compact Flash | No | ||
| Fuentes disponibles | ASCII. Japonés (ANK. Kanji), Chino (Chino simplificado), Taiwanés (Chino tradicional) | |||
| Puerto ethernet | No | Sí | No | |
| Alimentación | 24 VCC | |||
| Referencias | XBTGT1100 | XBTGT1130 | XBTGT2110 | |
| N.° de cat. | Tamaño de pantalla | Pantalla táctil resistiva | Paquete | Sistema operativo | Alimentación eléctrica | Bisel |
| Modelo 1200P | ||||||
| 6181F-12TSXP | Pantalla TFT de 12.1 pulgadas | • | Estándar | Windows XP Professional | CA | Aluminio |
| 6181P-12TPXP | • | Rendimiento | CA | |||
| 6181F-12TPXPD C | • | Rendimiento | CC | |||
| 6181F-12TSWE | • | Estándar | Windows Embedded Standard 2009 | CA | Aluminio | |
| 6181F-12TPWE | • | Rendimiento | CA | |||
| 6181 F-12TPWEDC | • | Rendimiento | CC | |||
| Modelo 1500 | ||||||
| 6181F-15TSXP | Pantalla TFT de 15 pulgadas | • | Estándar | Windows XP Professional | CA | Aluminio |
| 6181F-15TPXP | • | Rendimiento | CA | |||
| 6181F-15TPXPDC | • | Rendimiento | CC | |||
| 6181 F-15TPXPSS | • | Rendimiento | CA | Acero inoxidable | ||
| 6181 F-15TSWE | • | Estándar | Windows Embedded Standard 2009 | CA | Aluminio | |
| 6181F-15TFWE | • | Rendimiento | CA | |||
| 6181 F-15TPWEDC | • | Rendimiento | CC | |||
| 6181F-15TFWESS | • | Rendimiento | CA | Acero inoxidable | ||
| Modelo 1700P | ||||||
| 6181F-17TSXP | Pantalla TFT de 17 pulgadas | • | Estándar | Windows XP Professional | CA | Aluminio |
| 6181F-17TPXP | • | Rendimiento | CA | |||
| 6181F-17TPXPDC | • | Rendimiento | CA | |||
| 6181 F-17TPXPSS | • | Rendimiento | CA | Acero inoxidable | ||
| 6181F-17TSWE | • | Estándar | Windows Embedded Standard 2009 | CA | Aluminio | |
| 6181F-17TPWE | • | Rendimiento | CA | |||
| 6181 F-17TFWEDC | • | Rendimiento | CC | |||
| 6181 F-17TPWESS | • | Rendimiento | CA | Acero inoxidable | ||
| Características del paquete | Estándar | Rendimiento |
| Procesador | Intel Celeron 1.06 Hz | Core Dúo 1.2 GHz |
| RAM | 2 GB DDR2 (4 GB máx.) | 4 GB DDR2 (4 GB máx.) |
| Unidad de almacenamiento | Unidad de estado sólido Compact FIash de 16 GB | Unidad de estado sólido Compact FIash de 16 GB |
| Almacenamiento óptico | - | DVD-RW/CD-RW |
| Ranuras de expansión | - | 1200P: 2 media longitud PCI. 1 Compact FIash 1500P/1700P: 1 media longitud PCI. 1 Compact FIash (kit de accesorios disponibles con expansión de PCI) |
De igual forma que se desarrolló un método de selección de autómatas basado en una plantilla, para los dispositivos de visualización se puede realizar otro método que permita seleccionar el más adecuado para el sistema automático, como por ejemplo realizar un organigrama, que incluya las observaciones que se deben tener en cuenta durante el proceso de selección.
Definición
Organigramas o diagramas de flujo
Son dibujos que representan gráficamente todas las operaciones que intervienen en un proceso industrial o informático. El organigrama emplea símbolos normalizados.
Las acciones se representan por rectángulos, el rombo representa la toma de decisiones, el círculo el inicio, final o enlace con otros diagramas.
Generalmente, a través de catálogos, fichas o información documental, los fabricantes facilitan los medios o herramientas para que el usuario pueda seleccionar el dispositivo visualizador más adecuado a su sistema automático.
El organigrama siguiente permite seleccionar un dispositivo HMI en función del nivel de la pirámide CIM y del uso al que se destine.

Nota
Es habitual emplear el acrónimo SO para referirse a Sistema Operativo.
Aplicación práctica
La máquina de corte de madera de la empresa Maderas Sobrantes S. A. (MASOSA), desea dotar de un sistema de visualización de datos para la máquina de cantoneado de madera que recientemente ha reformado. Seleccione, de entre los ejemplos mostrados en el apartado de “Pantallas táctiles y paneles de operador” de este capítulo, qué modelo puede comunicar mediante los protocolos ModBus y TCP/IP. Justifique la respuesta.
SOLUCIÓN
En los ejemplos indicados en dicho apartado se muestran las características de tres tipos de visualizadores. En cada uno de ellos se busca qué modelo es capaz de comunicar en los protocolos solicitados: ModBus y TCP/IP.
En base a dichas características, se observa que los modelos XBTGT1130 y XBTGT2110 del fabricante francés, permiten comunicar con estos protocolos.
Como en el enunciado no se indica ningún otro dato más, se puede afirmar que cualquiera de los dos modelos indicados son adecuados para el sistema de visualización de la máquina de cantoneado.
Una vez definido el sistema a controlar, se deben estudiar qué criterios son necesarios conocer para poder determinar cuál es el autómata más adecuado para cada sistema.
Básicamente se puede establecer dos grandes criterios:
Criterios cuantitativos
Para poder comparar y evaluar qué aspectos permiten cuantificar la validez del autómata como solución de control automatizado, estos deben ser medibles. Estos aspectos corresponden a las características técnicas del PLC, que se han descrito en apartados anteriores de este capítulo.

Importante
Los criterios cuantitativos están basados en las características técnicas del autómata, al menos deben considerarse las siguientes:
Criterios cualitativos
Cuando se desea evaluar un autómata respecto de la calidad del mismo, se recurre a determinar cuáles son los criterios que le afectan. En estos criterios se encuentran tanto valores que son fácilmente medibles como valores subjetivos, ya que o bien no se pueden medir o su medida corresponde a impresiones totalmente personales.
En definitiva, estos criterios pueden ser los siguientes:
Nota
Los criterios cualitativos se refieren al valor añadido que posee el autómata en relación a los valores añadidos por el fabricante y proveedor del mismo.
Actividades
9. Como responsable de compras de una empresa instaladora, seleccione al menos tres criterios cualitativos a los que no estaría dispuesto a renunciar.
La aplicación de la automatización es una buena herramienta para aumentar la rentabilidad de los procesos industriales. Esta situación permite intuir que cualquier campo de aplicación o sector es susceptible de ser transformado en un sistema automatizado.
Por tanto, si se analiza el mundo industrial se pueden encontrar ejemplos de procesos simples hasta complejos. Asimismo los autómatas empiezan a cubrir sectores no industriales donde no era habitual su empleo, como por ejemplo el sector terciario o la edificación, aportando una disminución de costes, mayores prestaciones y flexibilidad de uso de las instalaciones o equipos que los contienen.
Definición
Sector terciario
Comprende aquellas actividades que no implican la producción de bienes materiales. Las empresas del sector terciario, de este modo, se dedican a la satisfacción de diferentes necesidades de las personas (servicios, construcción, etc.).
El diseño del autómata industrial le permite soportar las condiciones más severas o extremas que ofrecen los entornos industriales actuales. Por otro lado, está más capacitado para dialogar con un operador.
Utilizado como herramienta universal, se adapta bastante bien a las más heterogéneas utilizaciones, necesitando unas condiciones de puesta en servicio y explotación mínimas.
Generalizando en las aplicaciones del autómata industrial, se puede encontrar en aquellas aplicaciones en las se necesiten realizar procesos de maniobra, control, señalización, etc., en definitiva en procesos de fabricación industrial de cualquier tipo.
A continuación, se muestran ejemplos de aplicaciones de un autómata industrial.
| Control de maniobras de máquinas industriales |
|
| Maniobra de instalaciones |
|
| Automóvil |
|
| Plantas químicas y petroquímicas |
|
| Metalurgia |
|
| Alimentación |
|
| Papeleras y madereras |
|
| Producción de energía |
|
| Tráfico |
|
| Domótica / inmótica |
|
| Fabricación de neumáticos |
|
| Transporte o desplazamiento de fluidos |
|
| Sistemas móviles |
|
A continuación, se presentarán algunos ejemplos gráficos de aplicaciones de los autómatas industriales, basadas en soluciones reales del fabricante Mitsubishi.
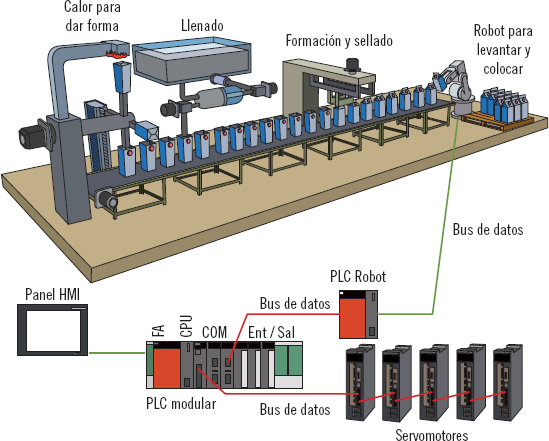
Este ejemplo corresponde a un proceso de llenado, envasado y conformado de envases de líquidos con implementación PackML.
Definición
PackML
Estandar de programación desarrollado en EE. UU. por la organización Organization for Machine Automation and Control (OMAC), promovido por la Association for Packaging and Procesing Technologies (PMMI) como asociación de fabricantes de maquinarias, y empleado por los fabricantes de procesos productivos basados en las cadenas de suministros con los siguientes objetivos principales: mayor fiabilidad en la ejecución del proceso, mejor integración en propia cadena, reducción de costes de ingeniería y ayuda para acortar el ciclo de los proyectos.
Para automatizar este proceso se ha empleado un autómata modular, compuesto de fuente de alimentación (FA), autómata (CPU) con funciones control de movimiento incluido, módulos de comunicaciones (COM), módulos de entrada y salida (E/S), y módulo de control de motores. El robot dispone de su propio autómata de control. Para la interacción entre el operario y el sistema se ha implantado un panel HMI.
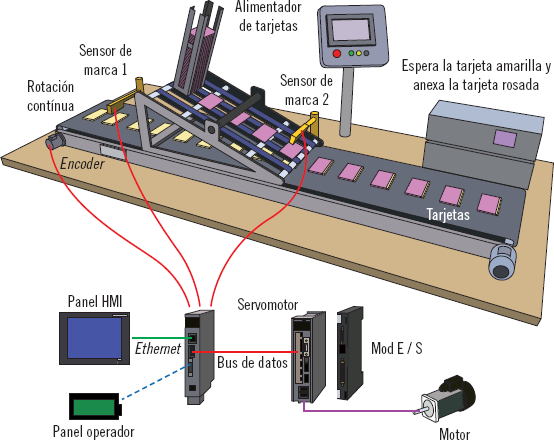
El siguiente ejemplo corresponde a un proceso automatizado mediante PLC con control del movimiento y posición para unir dos tipos de tarjetas. La interoperatividad con el operario se realiza mediante los visualizadores (panel HMI y panel de operador), el control de velocidad corre a cargo del módulo de servomotor, y las informaciones de posición llegan al PLC por medio de los módulos E/S.
Aplicación práctica
Analizando una máquina automática de lavado de vehículos controlada por un autómata programable, razone qué tipo de sistema automático es y describa los elementos del mismo.
SOLUCIÓN
Corresponde a un sistema automático cíclico y repetitivo por tanto, secuencial.
Las entradas del PLC recibe la información del monedero o tarjetero, de los sensores de posición del vehículo, de los sensores de posición del secador y de los sensores posición de los cepillos, mientras que a las salidas del PLC se conectan el semáforo, las bombas de agua y jabón, secador, así como los motores de movimiento del carro y del elevador del secador.
El PLC controla el tiempo que cada salida permanece funcionamiento.
El autómata industrial actúa como uno de principales responsables del control de un proceso que recibe información tanto a nivel de dispositivos E/S, como de otros autómatas, robots, CNC, HMI, etc. Esta situación puede producir una gran variedad de soluciones técnicas cada una con sus ventajas e inconvenientes.
La tendencia hacia la normalización tanto de los dispositivos empleados como de los procesos productivos en sí, obliga a establecer un orden o jerarquía donde se puedan ubicar los distintos dispositivos en función de sus prestaciones. Esta jerarquía se describe a continuación.
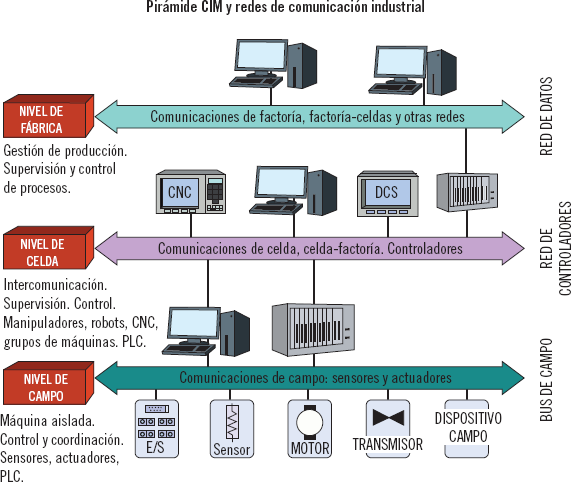
El modelo de producción CIM se aplica a las empresas que tratan de integrar, en mayor o menor medida y mediante el uso adecuado de ordenadores, todas las áreas de la empresa implicadas en los procesos productivos.
Con el objetivo de definir los distintos niveles que se pueden dar en dichos procesos productivos se crea la pirámide CIM (Computer Integrated Manufacturing), siguiente imagen, que intenta resumir de modo gráfico, la estructuración de los sistemas que intervienen en un entorno productivo.
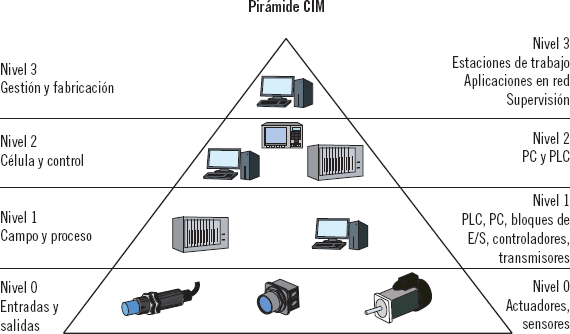
De acuerdo a esta pirámide, una red de automatización industrial queda definida por cuatro niveles, donde cada dispositivo ocupa un nivel determinado por su función. Además se determinan las características de comunicación de los diferentes dispositivos en relación al tratamiento de la información.
A continuación, se detalla los distintos niveles:
Nota
Los sensores miden las variables físicas que intervienen en el proceso productivo, mientras que los actuadores son los encargados de ejecutar las órdenes de los elementos de control para modificarlo.
En muchos procesos industriales la actividad de control solo se realiza a nivel de entrada/salida (E/S) y de campo.
Importante
El modelo CIM ofrece un sistema de gestión integral de los procesos productivos, desde el dispositivo más elemental que interviene hasta el que genera la información para las tomas de decisión.
Aplicación práctica
Para un proceso de mantenimiento, es necesario dotar de un autómata situado en una estación de tratamiento de aguas residuales que debe enviar datos de producción al Centro de Procesamiento de Datos. ¿De qué tipo de autómata se trata y en qué nivel del modelo CIM estaría situado?
SOLUCIÓN
El autómata debe corresponder a un equipo capaz de comunicar información en redes de comunicaciones convencionales (ethernet), por lo que sería de gama media-alta dependiendo de la capacidad de comunicación.
Este equipo operaría a nivel de célula y control.
Actividades
10. A nivel de automatización, ¿qué niveles cree que se pueden aplicar si automatiza su vivienda? Justifique su respuesta.
Hasta el desarrollo de redes de comunicaciones industriales que se produjo en la década de los 80, la interconexión de los dispositivos de campo y sensor se realizan mediante cableado eléctrico formado por agrupaciones de conductores eléctricos de cobre denominados mazos.
Nota
La utilización de los mazos da origen a un tipo de conexionado conocido como punto a punto.
Las características técnicas, en cuanto a longitudes, secciones, cantidad de hilos, posición, etc., de estos mazos dependían del tipo de señal eléctrica que circulaba a través de ellos, y que generalmente sus terminaciones estaban preparadas para conexiones en borneros o a conector dedicado.
El diámetro de estos mazos estaba directamente relacionado con la cantidad de hilos que tenía que, a su vez, dependía del número de cables que tenía cada uno de los sensores o captadores conectados en su extremo. Esta situación podía provocar que en instalaciones de cierto tamaño hubiera que emplear una gran cantidad de hilos de cobre, con los costes de material, montaje y mantenimiento que conllevaba. No conviene olvidar que la ubicación y montaje del captador o sensor también influía en esos costes.
El bornero o conector dedicado, aunque se basaba en componentes convencionales electrónicos, era una implementación propia de cada fabricante, lo que lo relacionaba con el diseño de su correspondiente PLC, generalmente incompatibles con otros PLC.
Las características de estos dos elementos, mazos de cables y conectores, pueden obligar a disponer de armarios de montaje de cierta envergadura, con el coste equivalente. Otro incremento de coste se deriva de tomar las medidas necesarias para evitar los problemas generados por interferencias electromagnéticas, ruidos, etc., que dependen de las condiciones de instalación físicas de los conductores
El cambio de sistema multihilo a sistema basado en bus, reduce considerablemente los costes de la instalación, debido a las mejoras introducidas. Algunos de los cambios que se pueden destacar son los siguientes:
Estas mejoras se traducen en una reducción de costes por explotación, montaje y mantenimiento de la instalación.
En la siguiente imagen se muestra cómo se interconexionan los buses de campo.
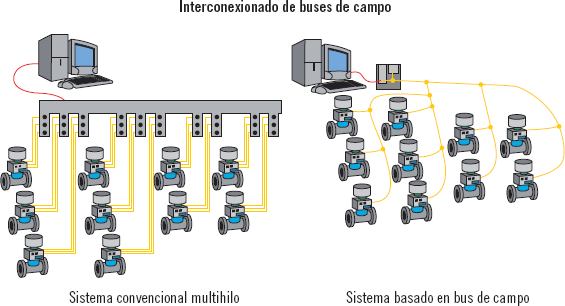
Las características técnicas de un sistema multihilo son parecidas a las empleadas en instalaciones eléctricas o de telecomunicaciones, mientras que las características técnicas de un sistema de bus están definidas por la norma correspondiente a ese bus.
Actividades
11. En un proceso pequeño, ¿qué tipo de bus de campo consideraría en función de costes?
Cuando se necesitaba interconectar los equipos de campo con otros dispositivos de campo u otros sensores mediante algún protocolo de comunicaciones, esta acción se realizaba utilizando líneas de conductores específicas terminadas en conectores. Estas líneas se conectaban en un módulo que disponía de un procesador de comunicaciones. Este módulo puede formar parte del equipo de campo o ser añadido como unidad externa.
Los módulos de comunicaciones utilizaban puertos de comunicaciones normalizados y habituales en la época, como el RS-232 o el RS-845. A nivel de hardware, según norma, se empleaban líneas de par trenzado basadas en conductores de cobre con las características técnicas en cuanto a tipos de aislamiento, tipo conductores, colocación de los mismos en el cable, conectores, conexionados, etc. A nivel de software, solían ser protocolos basados en código ASCII o formatos propietarios.
Sabía que...
El código ASCII codifica los caracteres por 7 bits, por tanto cada carácter ASCII se representa por un número entre 0 y 127.
Tal y como se ha mencionado, a partir de los años 80, las comunicaciones industriales han ido desarrollándose en base a modelos de comunicaciones más o menos normalizadas que describían todos los aspectos implicados en ellas, tanto a nivel de hardware como de software. Referidos a nivel de hardware, se desarrollaban los medios de conexión, así como las características técnicas de la electrónica implicada de los módulos de comunicación, mientras que a nivel de software o programa de protocolos de comunicación se utilizan estándares informáticos.
Estos desarrollos se han ido materializando en el tiempo en diferentes propuestas que se detallan en el apartado siguiente. A grandes rasgos, a nivel de hardware, todos comparten la misma filosofía, emplear un sistema de conexionado multipunto basado en líneas de par trenzado sin blindar, tipo UTP (Unshielded Twisted Pair) o blindado, tipo STP (Shielded Twistesd Pair) terminado en conectores estándares de comunicaciones como por ejemplo, DB9, DB25 o RJ45.
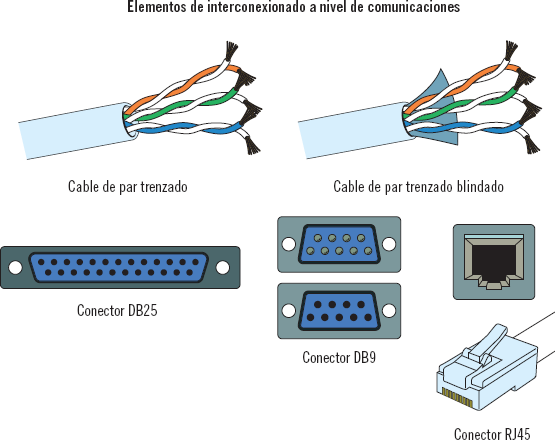
Sabía que...
El conector DB9/DB25 es empleado en comunicaciones informáticas de tipo serie o paralelo. Se puede ver en impresoras, módems y escáneres anteriores a los años 1996.
El conector RJ45 es empleado para comunicaciones tipo ethernet.
Actividades
12. Investigue sobre qué métodos de montaje se utilizan con los conectores RJ45 y DB9.
La forma en que se instalan los diferentes elementos y dispositivos determinan los sistemas de control existentes, así como los medios de comunicación necesaria entre ellos. En primer lugar, se procede a describir cuáles son estos sistemas de control, para posteriormente describir los medios de comunicación.
Durante el funcionamiento del proceso industrial, los equipos y dispositivos pueden necesitar intercambiar información entre sí, por lo que la distancia que los separe determinará la forma es que se conectan. Existen situaciones en las que la distribución de los equipos y de los dispositivos se realiza a nivel de planta, en otras a nivel de fábrica, y en otras, entre fábricas que pueden estar situadas en distintos lugares. En base a estas situaciones, se definen los siguientes tipos de sistemas:
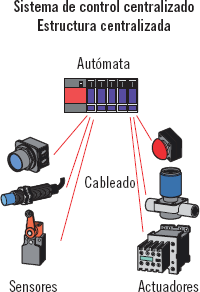
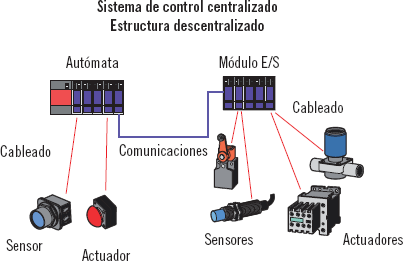
Sistema de control centralizado
Corresponde a un diseño de control en el que el proceso productivo no es demasiado complejo, por lo que puede ser gestionado por un único PLC encargado de controlar todas las tareas de producción y así como la monitorización y supervisión.
Como ventaja principal presenta que al ser un sistema relativamente sencillo, no implica disponer de un sistema de comunicación entre los dispositivos del proceso. Esto se traduce en sistemas de fáciles de instalar y de mantener. En este sentido, costes reducidos.
Por el contrario, posee numerosas desventajas, que se traducen en grandes costos, por ejemplo, en caso de fallo de alguno de los dispositivos hay que detener el sistema, en caso de modificar la instalación hay que reconectar de nuevo todo o parte del sistema o inclusive el cambio de PLC.
Dependiendo del tipo de autómata empleado en el sistema de control, y la ubicación de las diferentes unidades funcionales básicas, se pueden encontrar dos diseños distintos:
Actividades
13. Considere una automatización de un centro comercial. Si tuviera que realizarla automatización del mismo, ¿escogería este tipo de sistema? Justifique su respuesta.
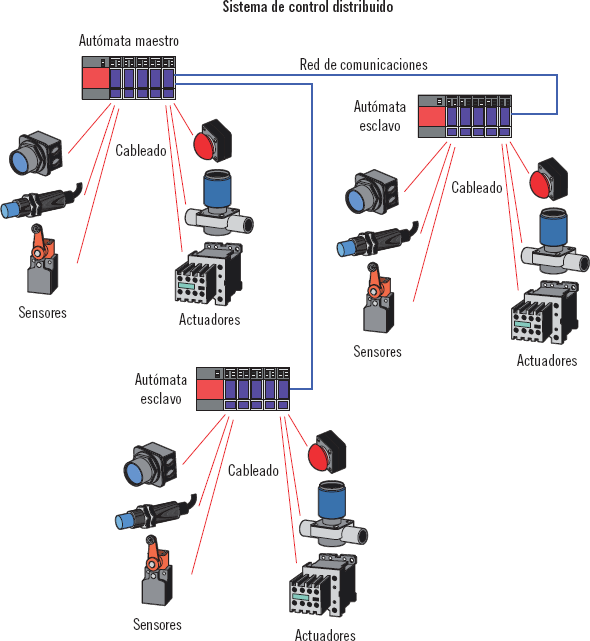
Sistemas de control distribuido
Un proceso productivo puede estar formado por un grupo de procesos parciales o subprocesos que están interrelacionados entre sí mediante algún parámetro que sea determinante para la ejecución del mismo.
Cada subproceso deberá ser controlado de forma independiente. Esto permite el empleo de pequeños autómatas que controlen cada subproceso. Dado que el proceso productivo depende de cada subproceso, los autómatas que intervienen en cada subproceso deben ser capaces de intercambiar información entre sí mediante algún sistema de comunicaciones.
Este método de control presenta como ventaja el empleo de autómatas económicos, que conlleva una programación más eficiente del proceso minimizando los errores. De esta manera cualquier avería en un subproceso no implica la parada total del proceso productivo.
Sin embargo, se deben añadir unos costes referidos al estudio previo de los elementos que intervienen en el proceso productivo (autómatas, dispositivos, conexionados, etc.).
En estos sistemas, uno de los autómatas es el responsable global del proceso, denominado como autómata maestro, mientras que el resto de los autómatas de la instalación actúan como esclavos. En la figura siguiente se muestra un ejemplo.
Sabía que...
En automatización industrial basada en autómatas es habitual utilizar terminología inglesa, por ello el autómata maestro recibe el nombre de PLC master y el autómata esclavo se denomina como PLC slave.
Sistemas de control combinado o híbrido
Existen diseños de procesos productivos referidos a la gestión de planta en el que el control implicado se encuentra ubicado entre un sistema de control centralizado y otro distribuido, este diseño corresponde al tipo combinado o híbrido. Suele recurrirse a este diseño cuando es necesario gestionar varios procesos desde un mismo sistema de control. Esto es así porque es más fácil la gestión del grupo de procesos que separarlos y gestionarlos de forma independiente.
En esta situación el control del sistema estará basado en el modelo maestro-esclavo.
Aplicación práctica
Si se analiza el autómata de control empleado en una máquina de lavado de vehículos, ¿de qué tipo de sistema de control se estará hablando?
SOLUCIÓN
En la propia máquina de lavado se encuentran los sensores, actuadores y el propio autómata, por lo que se está hablando de un sistema de control centralizado.
Las comunicaciones que se realizan en un entorno industrial deben ser capaces de actuar en tiempo real dado que de ello depende que la información que se transmite entre los distintos elementos o dispositivos no altere el proceso productivo. Por otro lado, tanto los medios como los métodos empleados para transmitir esta información, deben ser extremadamente fuertes para que puedan trabajar en un medio hostil provocados por el ruido electromagnético y las condiciones ambientales principalmente.
Se pueden dividir las comunicaciones en dos niveles:
En ambos niveles, la información debe viajar en tiempo real, o en el peor de los casos, con la menor demora posible para que no sea crítico para el sistema productivo. Este aspecto puede ser muy determinante a nivel de campo.
En función de la ubicación del entorno industrial donde se instalen, se podrán establecer las siguientes redes:
| Red de factoría |
|
| Red de planta |
|
| Red de célula |
|
| Bus de datos |
|
La señales eléctricas que generan cada uno de los distintos dispositivos son transmitidas a través del extenso cableado desde cada uno de los elementos de nivel 0, sensores y/o actuadores, hasta los módulos de entrada y salida del autómata correspondiente. Estas señales viajan a través de una manguera formada por dos hilos de cobre que es común para toda la instalación, lo que reduce por tanto el coste de cableado. En determinadas instalaciones, donde principalmente la longitud es crítica, se está empleando conductores de fibra óptica.
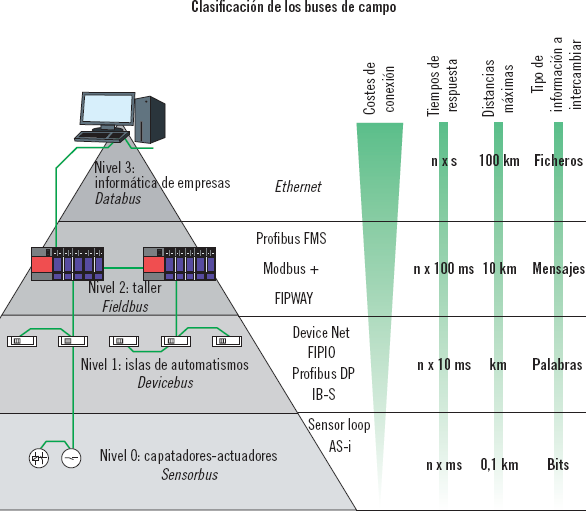
En la siguiente imagen se muestra, de acuerdo al nivel que operan en la pirámide CIM, algunos de los tipos de buses más habituales. Se puede observar cómo varían los costes de su uso, tiempos de funcionamiento, distancias máximas permitidas y tipo de información a intercambiar.
Los buses de campo son medios de interconexión para la comunicación entre equipos, por lo que debería estar sometido a algún tipo de referencia o norma para que estén normalizados. La norma principal a la que habrá que remitirse en cuanto a marco de referencia para la definición de arquitecturas en la interconexión de los sistemas de comunicaciones es la norma OSI.
Definición
Norma OSI
Se denomina como modelo de interconexión de sistemas abiertos (ISO/IEC 7498-1) y se conoce como modelo OSI. Queda definida como modelo de que describe como debe ser una red de comunicaciones. Fue creada en 1980 por la Organización Internacional de Normalización (ISO, International Organization for Standardization).
Esta norma, mediante 7 niveles o capas, define todos los aspectos genéricos que intervienen en la interconexión de sistemas de comunicaciones, desde el nivel 1 o físico de los dispositivos empleados hasta el correspondiente a las aplicaciones de red que intervienen (nivel 7 o de aplicación). Habitualmente esta norma se divide en dos grupos, capa inferiores formadas por las capas 1 a 3 y destinadas a: los elementos físicos (dispositivos y datos de transmisión), encaminamiento de datos y paquetes de datos a través de la red. Las capas superiores, 4 a 7, se encargan de la gestión de las peticiones de clientes, respuestas de servidores, representación de los datos, protocolos de redes, de la presentación visual al usuario y de las aplicaciones de red.
La siguiente imagen representa cada una de las capas.

En términos informáticos, los distintos niveles también son conocidos como pilas. Los buses industriales operan sobre las tres primeras capas, en el mejor de los casos, siendo la primera la más habitual. Algunos buses operan además sobre otras capas, como por ejemplo, FieldBus opera sobre las capas 1, 2 y 7.
Actualmente existe una gran variedad de buses en el mercado que se pueden agrupar en dos grupos:
El uso de buses de campo seleccionados de manera adecuada, aporta las siguientes ventajas:
Actividades
14. ¿Cuáles cree que son las desventajas que puede ofrecer un bus de campo?
Finalmente, el futuro de los buses de campo pasa por el de la normalización. En este sentido se ha establecido una serie de recomendaciones genéricas recogidas por el IEC (Comité TC65C-WG6).
Nota
La Comisión Electrotécnica Internacional (CEI), conocida por sus siglas en inglés: IEC (International Electrotechnical Commission), es una organización de normalización referida a los campos eléctricos, electrónicos y tecnologías afines.
Estas recomendaciones son las que se detallan en la siguiente tabla:
| A nivel físico |
|
| Topología |
|
| Velocidad |
|
| Longitud |
|
| Aislamiento eléctrico o galvánico |
|
| Cable |
|
| Número de periféricos |
|
| Longitud máxima de las ramificaciones |
|
| Conector |
|
| Conexión - desconexión |
|
| Seguridad intrínseca |
|
| Alimentación |
|
| Longitud mínima del mensaje |
|
| Transmisión de mensajes |
|
| Maestro flotante |
|
| Implementación del protocolo |
|
Buses de campo comerciales
La tabla siguiente muestra los diferentes buses de campo más utilizados en la industria, con referencias a sus características técnicas más importantes.
| BUS DE CAMPO | TOPOLOGÍA | MEDIO FÍSICO | VELOCIDAD | DISTANCIA POR SEGMENTO | NODOS POR SEGMENTO | ACCESO AL MEDIO |
| ARCNET | Bus estrella | Par trenzado Fibra óptica Coaxial | 2’5 Mbps | 122 m | 255 | Paso de testigo |
| AS-i | Bus lineal Árbol Estrella | Cable 2 hilos | 167 Kbps | Hasta 300 m | 32-62 | Maestro/esclavo |
| BITBUS | Bus lineal | Par trenzado Fibra óptica | Hasta 1’5 Mbps | Hasta 1.200 m | 29 | Maestro/esclavo |
| CAN | Bus lineal | Par trenzado | Hasta 1 Mbps | Hasta 1.000 m | 127-64 | CSMA/CD con arbitraje de bit |
| CANopen | Bus lineal | Par trenzado | Hasta 1 Mbps | Hasta 1.000 m | 127-64 | CSMA/CD con arbitraje por Prioridad de Mensaje |
| COMPOBUS/S | Bus lineal | Cable de 2 o 4 hilos | Hasta 750 Kbps | Hasta 500 m | 32 | Maestro/esclavo |
| CONTROLNET | Bus lineal Árbol Estrella | Coaxial Fibra óptica | 5 Mbps | Hasta 3.000 m | 48 | CTDMA |
| DEVICENET | Bus lineal | Par trenzado | Hasta 500 Kbps | Hasta 500 m | 64 | CSMA/CDBA |
| LON WORKS | Bus anillo Libre | Par trenzado Fibra óptica Red eléctrica Coaxial Radio Infrarrojos | Hasta 1’25 Mbps | Hasta 2.700 m | 64 | CSMA/CA |
| INTERBUS-S | Anillo | Par trenzado | 500 Kbps | 400 m | 256 | Paso de testigo |
| HART | Bus lineal | Cable 2 hilos | 1’2 Kbps | 3.000 m | 30 | Maestro/esclavo |
| M-BUS | Bus lineal | Cable 2 hilos | Hasta 9’6 Kbps | 1.000 m | 250 | Arbitro de bus |
| MODBUS | Bus lineal | Par trenzado | Hasta 19’2 Kbps | 1 Km | 248 | Maestro/esclavo |
| P-NET | Anillo | Par trenzado apantallado | 76’8 Kbps | 1.200 m | 125 | Paso de testigo Maestro/esclavo |
| PROFIBUS | Bus lineal Anillo Estrella Árbol | Par trenzado apantallado Fibra óptica | Hasta 12 Mbps | Hasta 9’6 Km y 90 Km | 125 | Paso de testigo Maestro/esclavo |
| SERIPLEX | Bus lineal | Cable 4 hilos apantallado | 98 Kbps | 1.500 m | 300 | Maestro/esclavo |
| SDS | Bus lineal | Cable de 4 hilos | Hasta 1 Mbps | 500 m | 64 | CSMA |
| UNI-TELWAY | Bus lineal | Par trenzado apantallado | Hasta 19’2 Kbps | 20 m | Hasta 28 | Maestro/esclavo |
| WORLDFIP | Bus lineal | Par trenzado apantallado Fibra óptica | Hasta 1 Mbps y 5 Mbps | Hasta 5 Km y 20 Km | 64 | Arbitro de bus |
Actividades
15. Investigue sobre el bus CAN e indique si dispone de una versión no propietaria, indicando las diferencias más importantes entre ellos.
Tomando como referencia la pirámide CIM, se describen a continuación los buses más utilizados en la industria.
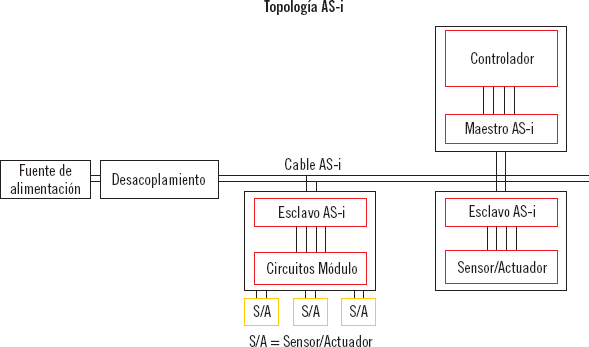
Bus AS-i
Creado en 1990 en Alemania, el bus AS-i (Actuator Sensor Interface (Interfaz de actuadores y sensores, AS-Interface o AS-i) es un protocolo de comunicación industrial que opera en el nivel 0, es decir, nivel de sensor/actuador. El objetivo de este protocolo es eliminar cableado individual que une cada sensor (pulsador, final de carrera, detector, etc.) y cada actuador (bobina, motor, válvulas, etc.) con el correspondiente módulo E/S del PLC, y unir todos estos elementos con un solo cable con el PLC. Este mismo cable sirve como alimentación eléctrica para los dispositivos conectados al bus.
Nota
La Asociación AS-i (AS-i Association) es la responsable de la promoción y difusión del bus AS-i.
A nivel normativo, el bus AS-i está regulado por las normas EN50295 e IEC947.
En él se pueden observar los distintos elementos que intervienen en el protocolo; estos son los siguientes:
El acceso a la red utiliza el método maestro-esclavo, donde el PLC es el maestro y los dispositivos acoplados al bus AS-i, los esclavos.
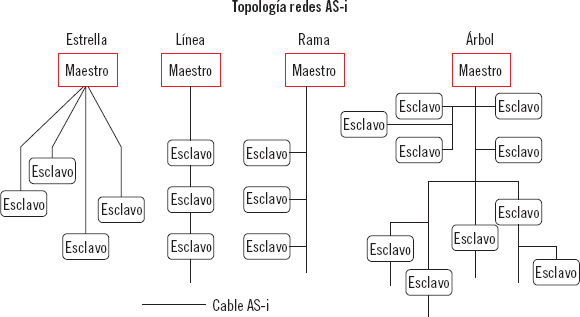
Los dispositivos AS-i puede conectarse bajo alguna de las siguientes estructuras: estrella, línea, rama y árbol. La figura siguiente muestra las distintas topologías de montaje.
Cable AS-i
Es el medio de interconexión de todos los dispositivos del bus que transmite la información entre ellos.
Las características principales del cable AS-i son:
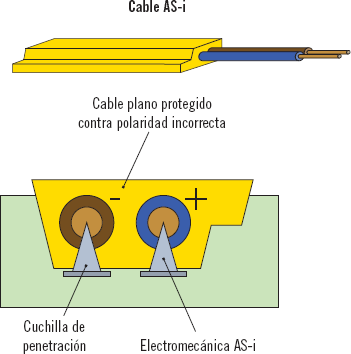
Nota
La técnica de penetración de las cuchillas en el cable AS-i también se conoce como conexión vampiro.
Maestro AS-i
El maestro de una red AS-i se encarga de recibir los datos enviados por los sensores y los actuadores y reenviarlos al PLC o al equipo que los haya solicitado ubicado del nivel superior, a través la pasarela correspondiente (gateway).
Nota
El término inglés para denominar a los equipos que actúan de pasarela es gateway.
Gateway es un dispositivo que permite conectar una red AS-i con otra red de nivel superior, como ejemplo, ProfiBus, DeviceNet, etc.
Cada cierto tiempo el maestro AS-i intercambia datos con cada uno de los esclavos AS-i del bus.
Esclavo AS-i
Se encargan de conectar los sensores y actuadores al bus AS-i. Para ello disponen los circuitos electrónicos AS-i así como los puntos de conexión de los sensores y actuadores.
En un bus AS-i pueden conectarse hasta 62 esclavos AS-i.
El diseño de los esclavos AS-i permite realizar sistemas descentralizados. Existen esclavos AS-i, que actúan como acopladores de dispositivos convencionales.
Fuente de alimentación AS-i
Suministra energía eléctrica tanto al bus AS-i como a los sensores y actuadores conectados a él. Distribuye en corriente continua una tensión de 30 V y una intensidad de hasta 8 A, lo que permite suministrar hasta 240 W de potencia eléctrica. Puede suministrar una alimentación auxiliar de 24 V en corriente continua. Las fuentes de alimentación disponen de protecciones eléctricas contra sobretensiones, cortocircuitos y sobrecargas, siendo independiente su ubicación en la red AS-i.
Bloque electro-mecánico AS-i
Es el dispositivo donde se conecta el cable AS-i. La conexión se realiza utilizando una técnica determinada de montaje. El soporte está normalizado con objeto de que la penetración de las cuchillas en el cable, y por tanto la unión eléctrica entre el bus y el cable, se realice de forma adecuada.
Otros componentes AS-i
Según los catálogos de los fabricantes adscritos al consorcio AS-i, entre otros se puede localizar los siguientes:

Aplicación práctica
Panaderías Reunidas S. L. está realizando el proceso de automatización de una de sus naves, en la que se encuentran 30 hornos, con sus correspondientes sensores de temperatura conectados a un PLC. Por necesidades de técnicas necesita cambiar y modificar los sensores de temperatura, teniendo en cuenta que el sensor más alejado está ubicado a 150 m. Tomando como referencia la tabla siguiente, razone las siguientes cuestiones: ¿qué bus o red de comunicaciones se seleccionaría? ¿En qué nivel de la pirámide CIM se ubica? ¿Cuáles son los elementos o dispositivos que son necesarios para realizar la nueva instalación?
| BUS DE CAMPO | TOPOLOGÍA | MEDIO FÍSICO | VELOCIDAD | DISTANCIA POR SEGMENTO | NODOS POR SEGMENTO | ACCESO AL MEDIO |
| AS-i | Bus lineal Árbol estrella | Cable 2 hilos | 167 Kbps | Hasta 100 m sin repetidor/300 m con repetidor | 32-62 | Maestro/esclavo |
| BITBUS | Bus lineal | Par trenzado Fibra óptica | Hasta 1’5 Mbps | Hasta 1.200 m | 29 | Maestro/esclavo |
| CAN | Bus lineal | Par trenzado | Hasta 1 Mbps | Hasta 1.000 m | 127-64 | CSMA/CD con arbitraje de bit |
SOLUCIÓN
La distancia del dispositivo más alejado es de 150 m y el número de dispositivos a conectar es de 30, es decir, se necesitan 30 nodos. Por tanto, el bus que mejor se ajusta a esos valores es el bus AS-i.
Este bus opera a nivel de entradas/salidas (nivel 0).
Los dispositivos que se necesitarán son:
DeviceNet
El protocolo DeviceNet fue desarrollado por Allen-Bradley en 1994, y en 1995 cedido a la organización ODVA (Open DeviceNet Vendor Association), cuyo objetivo es mantener, difundir y promover la tecnología DeviceNet y otras redes basadas en el protocolo CIP (Common Industrial Protocol, protocolo para usos comunes en la industria).
El protocolo DeviceNet está ubicado a nivel de dispositivo, nivel 1 de la pirámide CIM, lo que le permite una intercomunicación a nivel de byte con otros dispositivos de la red, tanto digitales o analógicos.
El protocolo es un estándar abierto con la capacidad de transportar dos tipos principales de información; estos se detallan en la siguiente tabla.
| Datos de carácter cíclico de sensores y actuadores |
|
| Datos de carácter no cíclico de control del bus |
|
La arquitectura de DeviceNet está basada en objetos y las relaciones entre ellos. Según el modelo OSI, la capa física y de acceso a la red de DeviceNet está basada en el protocolo CAN (Controller Area Network, controlador de red de área) y las capas superiores corresponden al protocolo CIP.
Las características que definen a DeviceNet son las siguientes:
La topología de la red permite múltiples diseños, tanto lineales como en forma de árbol, tal y como se refleja a continuación.
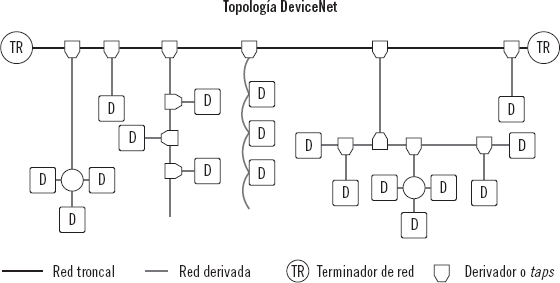
Actividades
16. Indique cómo integraría un autómata compacto europeo en una en una red DeviceNet. Considere que el autómata no dispone de interfaz directa a la red DeviceNet.
Los elementos de conexionado de la red DeviceNet son:
| Cables |
|
| Conectores de dispositivos |
|
| Terminadores de red |
|
| Derivadores o Taps |
|
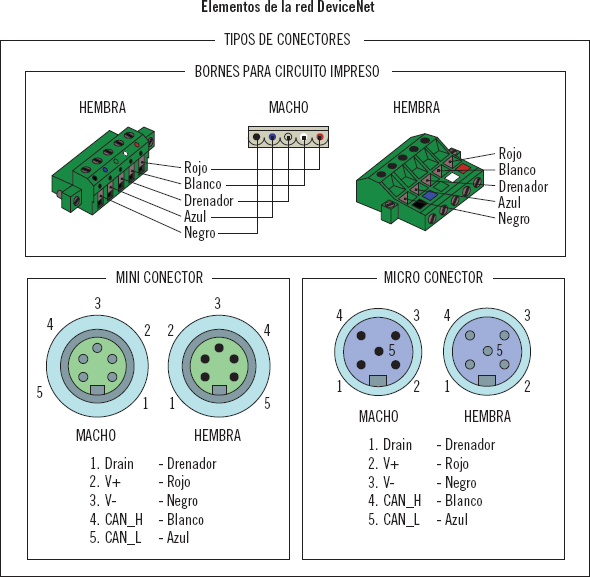
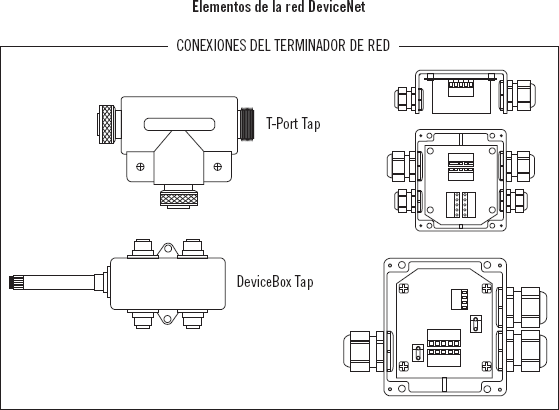
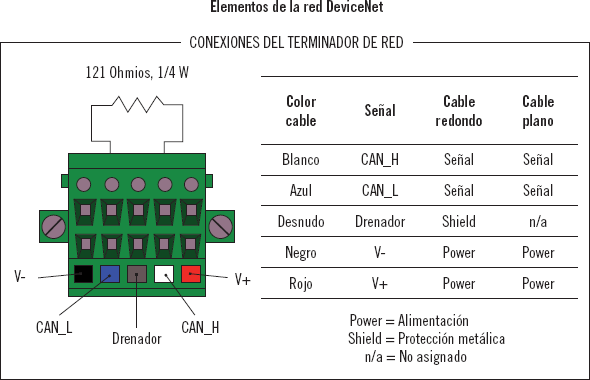
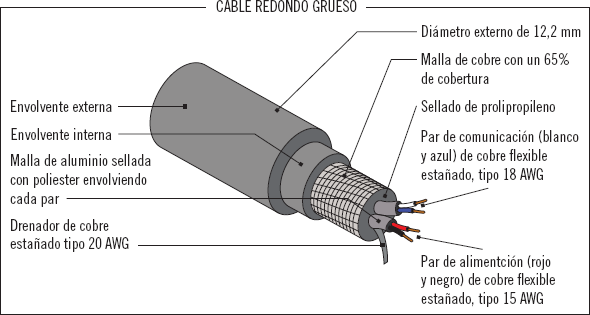
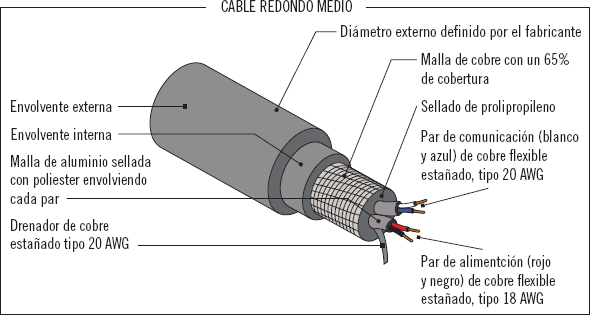
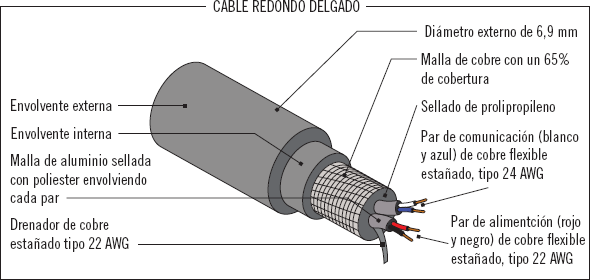
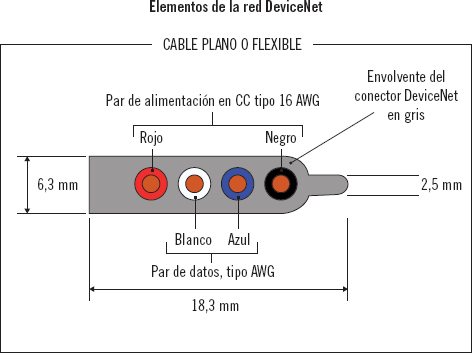
ProfiBus (Process Field BUS)
ProfiBus es un conjunto de buses de redes cuyo objetivo es solucionar los requerimientos de comunicación de los procesos industriales de todo tipo (fabricación, procesado, etc.) así como otros procesos de tipo distribuidos como pueden ser la automatización de edificios.
ProfiBus está normalizado por la norma alemana DIN19245, las normas europeas EN50170 y EN50250 y las internacionales IEC61158 e IEC61158.
El empleo de ProfiBus ofrece una solución acertada para las comunicaciones de los niveles 0, 1 y 2 de la pirámide CIM, utilizando una sola norma. Por tanto, se puede decir que ProfiBus es un sistema de comunicaciones industriales que agrupa a un conjunto de protocolos compatibles entre sí, ya que referidos al modelo OSI, comparten los principales parámetros de las capas físicas y de enlace y se diferencian en el nivel de aplicación. En definitiva ProfiBus cubre todo el rango de las redes de control y en ocasiones se puede utilizar como red de datos.
ProfiBus está formado por tres protocolos de aplicación en determinados niveles de la pirámide CIM. La tabla siguiente refleja las características básicas de uno de los protocolos.
| RED O BUS PROFIBUS-DP (Decentralised Periphery) |
|
| RED O BUS PROFIBUS-PA (Process Automation o Procesos automatizados) |
|
| RED O BUS PROFIBUS-FMS (FieldBus Message Specification o Especificaciones de Mensajes de bus de Campo) |
|
Las topologías que las distintas versiones de ProfiBus disponen, corresponden a diseños de tipos lineal y de árbol cuando se emplea como medio físico una línea de par trenzado de cobre y apantallado y que opera bajo la norma EIA-RS485, mientras que corresponden a diseños tipos de estrella y anillo cuando se emplea fibra óptica.
En el acceso al medio utilizado para comunicar los sistemas de control y los dispositivos de campo (sensores/actuadores) se emplea el tipo maestro-esclavo (master-slave), mientras que para la gestión del acceso al bus de comunicaciones se emplea el Token bus (red en bus con paso de testigo).
La estructura de la red ProfiBus puede ofrecer dos diseños topológicos, uno basado en bus lineal y otro de tipo árbol. El medio físico empleado corresponde a par trenzado de cobre y apantallado que transporta señales eléctricas en cuanto a la norma EIA-485.
En la tabla siguiente se indican las características más sobresalientes para cada versión.
| PROFIBUS-FMS | PROFIBUS-DP | PROFIBUS-PA | |
| Aplicación | Niveles 0-1-2 | Nivel 1 | Nivel 0 |
| Estándar | EN 50170 / IEC 61158 | EN 50170 / IEC 61158 | IEC 1158-2 |
| Dispositivos conectables | PLC, PC/PG, dispositivos de campo. | PLC, PC/PG, dispositivos de campo, accionamientos, OPs. | Dispositivos de campo para áreas con riesgo de explosión. |
| Tiempo de respuesta | <60 ms | 1-5 ms | <60 ms |
| Tamaño de la red | Máx. 150 Km | Máx. 150 Km | Máx. 1,9 Km |
| Velocidad | 9,6 kb - 12 Mb/s | 9,6 kbits - 12 Mbit/s | 31,25 kbit/s |
| Número de dispositivos | Máx. 127 | Máx. 127 | Máx. 127 |
La siguiente imagen muestra la relación de las redes ProfiBus con la pirámide CIM. En ella, se indican los tiempos típicos que se emplean en las transmisiones de información.
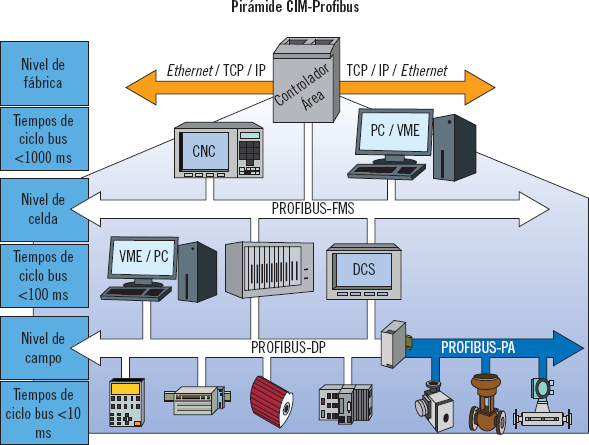
Las necesidades de automatización de un sistema controlado obligan a conocer convenientemente los distintos modelos de autómatas y dispositivos de visualización. El principal problema que se plantea es saber cómo los fabricantes de PLC o dispositivos visualizadores los clasifican para no perderse cuando se consulta un catálogo comercial.
En apartados anteriores se han presentado los diferentes elementos que es posible encontrar en PLC, y probablemente, si se atiende a la cantidad y cualidad de ellos, en definitiva, en base a sus características, es posible establecer los diferentes tipos de autómatas. No obstante, el procedimiento habitual es hacerlo en base a su tamaño lo que implica unas determinadas capacidades modulares.
Nota
Los fabricantes de autómatas programables asocian modularidad con tipo de autómatas y fijan o posicionan cada uno de ellos en función de este parámetro.
Las características que diferencian los diferentes modelos de autómatas programables son las siguientes:
Actividades
17. Busque un catálogo comercial de autómatas industriales, e indique las características técnicas correspondientes a memoria y módulos de entrada/salida de al menos tres modelos.
Generalmente, los fabricantes ofrecen en sus catálogos comerciales a los distintos PLC en función de la gama a la que se destinen, de esta forma se pueden encontrar las siguientes: baja, media y alta.
Gama baja
Esta gama corresponde a la gama económica del fabricante. En esta gama se suelen encontrar los denominados como compactos, que son autómatas que se caracterizan por contener en la misma envolvente o caja toda la estructura básica del PLC: CPU, módulos de E/S fijo, fuente de alimentación y módulo de comunicación básico.
Nota
Cuando alguno de los módulos necesarios para que el PLC funcione se encuentre fuera de la envolvente de este, la fuente de alimentación por ejemplo, se denominará a este PLC como semicompacto.
Estos equipos suelen ser los más lentos del catálogo en cuanto a velocidad de proceso de la propia CPU, así como a las velocidades de lectura de las señales conectadas al módulo de entrada. Las capacidades de comunicaciones, generalmente se reducen a la emisión de datos hacia la red donde estén conectados. Dependiendo del fabricante del PLC y modelo considerado, el PLC puede realizar comunicaciones como nodos de las redes ubicadas en los nivel 0 (nivel E/S) de la pirámide CIM. En este caso, se destinan como concentradores de entradas y salidas. Es habitual incluir en estos modelos de PLC funciones especiales como reloj en tiempo real incorporado, entradas adaptadas para trenes de impulsos provenientes de caudalímetros, encoders, etc. Estas funciones añadidas están incluidas con objeto de sustituir a bajo coste pequeñas instalaciones de automatismos basadas en lógica cableada.
La gama de ampliación con módulos externos suele ser muy limitada.
Analizando con más detalle algunos de los catálogos comerciales, en esta gama de productos, se puede encontrar otra pequeña clasificación en base al número de entradas:
Recuerde
Los PLC de la gama baja son denominados como compactos y el número de E/S no suele ser superior a 128.
Actividades
18. Explique qué es un encoder y cuál puede ser su uso.
En la introducción de este capítulo ya se mencionaba que la gran mayoría de fabricantes han desarrollado un producto al que comercialmente denominan como módulo programable, controladora programable o relé programable. Básicamente es un autómata compacto de gama baja cuyas características son:
Actividades
19. Compare las características técnicas de 4 controladores programables y realice una lista con las que considere más importante.
Gama media
Esta gama está cubierta con los autómatas denominados como autómatas modulares. Estos PLC, se caracterizan por disponer de capacidades de control superiores a los modelos inferiores en cuanto a nivel de E/S, a nivel de memoria y CPU, a nivel de módulos de ampliación y a nivel de programación.
Estos autómatas se caracterizan porque responden a un diseño modular, donde cada uno de los elementos de la estructura del autómata se ofrece en unidades independientes, que se instalan sobre un rack o soporte común o directamente en el interior del armario eléctrico.
Nota
La estructura modular presenta una característica particular dependiendo del fabricante del PLC: así los de origen americano presentan dos módulos separados, el módulo de E/S y el módulo CP (CPU, memoria y fuente de alimentación) en otro; mientras que los de origen europeo separan cada módulo que lo forma (E/S, Fuente de Alimentación, CPU, etc.), como unidades independientes que se fijan a carril Din, placa perforada o rack.
El conexionado eléctrico entre CPU y el resto de los módulos del PLC, se realiza mediante fajas de conductores, en el caso de que se monten en armario, o mediante los conectores propios del rack que aloja el bus externo de conexión de módulos.
Los autómatas modulares pueden controlar alrededor de un total de 1000 E/S (normalmente van de 512 a 1024). Disponen de módulos específicos para controlar señales de cualquier naturaleza o formato (tensión, intensidad, trenes de frecuencias, etc.).
Las CPU de estos PLC tienen un procesador más rápido que las de gama baja, así como de mayor en tamaño de memoria.
Lógicamente la posibilidad de disponer de módulos independientes, permite seleccionar un autómata ajustado en costes al proceso productivo a controlar.
Las posibilidades de comunicación también son más potentes, pudiendo operar a nivel de campo y proceso, por lo que, mediante los módulos adecuados, disponen de capacidades de comunicación de tipo peer-to-peer (entre iguales), comunicaciones asíncronas (RS), comunicaciones remotas de E/S, redes de dispositivos, etc.
La tendencia actual es aumentar el número de E/S controlables, encontrándose modelos con un total de 2560 E/S.
Actividades
20. ¿En qué consiste la comunicación peer-to-peer? Indique algún ejemplo.
21. El modelo de autómata CS1 de origen japonés, ¿es un PLC modular de tipo europeo o americano? Justifique su respuesta.
Gama alta
La gama alta es la respuesta que ofrecen los fabricantes para resolver el control de grandes instalaciones o para complejas soluciones a automatizar. Esto modelos disponen de un mayor direccionamiento de módulos de entrada y salida, hasta las 5000. Por otro lado, las prestaciones en cuanto a memoria, comunicaciones, tiempos de ejecución de CPU, son las más altas posibles. El formato que ofrece es de tipo modular, pero se monta sobre bastidor.
En relación a comunicaciones, suelen disponer capacidades de comunicar en todos los más importantes protocolos, como pueden ser Ethernet, Controller Link, serie, DeviceNet, PROFIBUS-DP, CAN, CompoBus/S. Esto le confiere unas prestaciones ideales para el control de redes y de sistemas totalmente descentralizados y formado por diversos autómatas programables, operando a nivel de célula y control.
Actividades
22. Utilizando herramientas como catálogos comerciales o internet localice un modelo de PLC modular cuyo fabricante original era norteamericano y que actualmente es propiedad de un fabricante francés de material eléctrico. Indique también si el PLC modular es de tipo europeo o americano. Justifique su respuesta.
La comunicación entre el operario y el autómata se intercambia de forma visual y/o manual, cuando es necesario. Esta comunicación no está presente en todos los procesos industriales, por lo que, por razones de coste, los fabricantes han reducido la información que presenta el PLC a una presentación simple realizada mediante indicadores de estado (generalmente diodos led o diodos de 7 segmentos) y trasladando estas funciones a equipos externos que actúan de acoplamiento o interfaz conocidos como Interfaz Máquina Usuario (Human Machine Interface). Habitualmente se utiliza el acrónimo de la versión inglesa, HMI, para definir a los equipos visualizadores.
Importante
Los sistemas HMI pueden considerarse como una ventana del proceso industrial que le permite ver lo que está ocurriendo en él. Esta ventana se soporta en dispositivos de visualización o en computadoras industriales o tipo PC.
Genéricamente, los dispositivos de visualización se dividen en dos grandes grupos:
| De texto |
|
| Gráficos |
|
Sabía que...
Originalmente los sistemas de visualización fueron denominados como interfaz hombremáquina MMI (Man-Machine Interface).
Nota
Una pantalla STN (super-twisted nematic) es un tipo de pantalla de cristal líquido monocroma de matriz pasiva, que presentan poca calidad de imagen y tiempo de respuesta lento en el cambio de imágenes. Son pantallas de bajo coste.
Una pantalla TFT (Thin Film Transistor) es un tipo de pantalla de cristal líquido que usa la tecnología de transistor de película fina, que presentan una buena calidad de imagen y tiempos de respuesta en el cambio de imágenes. Pueden ser tanto de color como monocromas.
Comercialmente, los dispositivos visualizadores se clasifican en base a las funciones y prestaciones que ofrecen, de tal forma que los fabricantes recogen en sus catálogos comerciales en base a los siguientes grupos:
Interfaces de operador (HMI)
Corresponde al nivel inicial de los equipos de visualización ofrecidos en el mercado. Son equipos destinados a aplicaciones ubicadas a nivel de dispositivo, por lo que estarán conectadas a un PLC que será el encargado de enviar la información al operador y recibir sus respuestas.
Se instalan en aplicaciones donde los cambios de estado de las variables del sistema son continuos y que necesitan ser constantemente vigilados por operarios sin formación en programación.
También son denominados como paneles de operador u OP (Operation Panels).
Dentro de este grupo se podrán encontrar los siguientes tipos:
| Paneles de operador u OP (Operation Panels) |
|
| Paneles gráficos de operador |
|
| Paneles gráficos de táctil o TP (Touch Panel) |
|
Sabía que...
La tecnología RISC corresponde a un procesador con un conjunto reducido de instrucciones, por lo que emplea menos tiempos en ejecutarse. La tecnología CISC corresponde a un procesador con un conjunto de instrucciones complejas, por lo que emplea más tiempo en ejecutarlas que las RISC.
Actividades
23. Sobre un catálogo comercial, y con modelos no superiores a 10”, localice e indique algunos modelos de Touch panels destacando el procesador y el sistema operativo que utiliza.
Interfaces de operador (HMI-PLC)
En determinadas aplicaciones se necesita que el sistema de control esté en la misma envolvente que la pantalla gráfica, con objeto de ocupar el menor espacio posible. Para estas aplicaciones, los fabricantes han optado por introducir en la pantalla un PLC, generalmente construido alrededor de un computador industrial empotrado o embebido. En función de las características de este PLC, se puede realizar la siguiente clasificación:
Interfaces de basadas en software de supervisión y control (Computador Pc-SCADA)
La combinación formada por un programa informático y una computadora, bien sea de tipo industrial o de tipo PC, que operan bajo el diseño de un sistema HMI, se les conoce con el nombre de software PC. Las distintas señales que intervienen el proceso son enviadas al software HMI desde los diferentes dispositivos de E/S, autómatas programables, unidades remotas de E/S (RTU) o variadores de velocidad de motores (drivers). Todos los dispositivos que intercomuniquen con el software HMI deben hablar los mismos protocolos de comunicación que este.
De forma gráfica, el sistema quedaría tal y como se muestra a continuación.
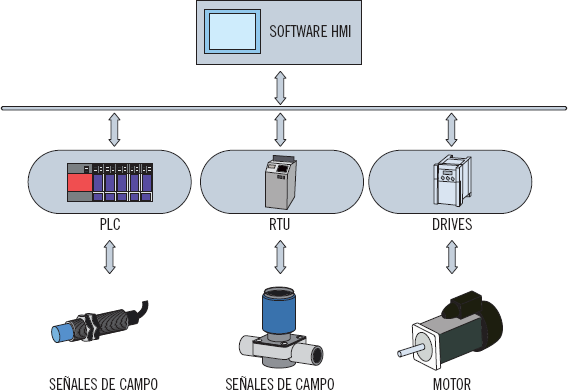
Los sistemas HMI se clasifican en dos categorías:
Las plataformas sobre las que se desarrollan ambos sistemas son:
Actividades
24. Indique cuál es la característica principal por la que utilizan los sistemas operativos indicados anteriormente.
Las funciones que todo software HMI son las siguientes:
De acuerdo a las funciones descritas anteriormente, se puede establecer que el software que se va a encargar de realizar tareas de supervisión y control, quedan reflejadas como sigue:
Agrupando todas las funciones y tareas anteriormente descritas en un programa informático se obtiene lo que en términos de automatización y control se denominan como Paquete de Supervisión, Control y Adquisición de Datos o SCADA.
Recuerde
Un SCADA es una herramienta informática formada por un programa de ordenador que actúa a tres niveles:
Los tipos de SCADA se pueden clasificar en función de cómo han sido programados, es decir:
Los SCADAS están formados por los siguientes módulos:
Importante
Inicialmente los módulos de comunicaciones estaban basados en controladores específicos de dispositivos (drivers), posteriormente estos módulos se han basado en tecnologías de programación orientada a objetos, por ejemplo la tecnología Object Linking and Embedding (OLE). Actualmente se basa en el estándar OLE For Process Control (OPC) realizados en arquitectura cliente-servidor.
En términos informáticos, por lenguajes de programación se hace referencia a los diferentes métodos o formas que existen para escribir un programa que posteriormente se trasladará a un dispositivo programable para su ejecución. Esta referencia es válida también para el mundo de la automatización respecto de los autómatas, al ser un dispositivo programable.
Inicialmente, cada fabricante desarrollaba sus propios lenguajes y herramientas de programación, lo que provocaba que para el uso de los mismos, se utilizara personal especializado. Esta situación derivaba en la incompatibilidad de reutilización de los programas para distintos autómatas.
Ante tal situación, en 1992, El Comité Electrotécnico Internacional (IEC), realizó el primer intento de normalización de lenguajes de programación para autómatas programables, definiendo la norma IEC 1131-3. Actualmente la norma la gestiona, en todos sus aspectos, la fundación PLCOPEN, teniendo como referencia IEC 61131.
Importante
La norma española UNE-EN 61131-3 es la transposición al estado español de la norma internacional IEC 61131-3.
La norma IEC 61131 está formada por ocho documentos, siendo el denominado como Parte 1. IEC 61131-3 el que determina los aspectos relacionados con los lenguajes de programación.
Sabía que...
La norma IEC 61131 sobre autómatas industriales tiene como objetivo responder a la complejidad creciente de los sistemas de control y la gran variedad de autómatas incompatibles entre sí.
Importante
La norma IEC 61131-3 marca las raíces comunes de los lenguajes de programación, lo que permite a los fabricantes realizar ampliaciones y/o modificaciones de los lenguajes, respetando estas raíces comunes. Por tanto, es conveniente consultar la documentación del fabricante para ver qué matices ha aplicado a la norma raíz.
Tal y como se ha mencionado en el apartado anterior, corresponde a la estandarización de los lenguajes de programación utilizados para la programación de los autómatas programables. El estándar se estructura en dos partes:
Lenguajes de programación
En el estándar se definen 4 lenguajes de programación, a nivel de sintaxis y semántica, agrupados en dos clases:
La premisa principal es la equivalencia entre los cuatro lenguajes, de forma que un programa desarrollado en uno de ellos tiene su equivalente en los otros tres.
La elección del lenguaje de programación depende varios factores:
Actividades
25. De acuerdo a su formación, ¿cuál cree que sería el lenguaje apropiado para usted? Justifique su respuesta.
Cómo se direccionan las variables
Cuando empleamos variables, estas deben identificarse de forma única, de tal manera que mediante una combinación de caracteres se pueda determinar a qué elemento se está seleccionando.
El estándar IEC 61131-3 define a estos elementos como identificadores, y determina qué letras son asignadas a cada uno de los distintos elementos del sistema. De esta forma, por ejemplo, el identificador para una entrada es la letra I, mientras que para una salida es la letra Q.
Para poder programar una instrucción, es necesario determinar donde se encuentra esa variable, esta necesidad queda definida en el operando, que se verá en el siguiente apartado.
Nota
Una instrucción es la parte más pequeña de un programa.
El operando se construye de la siguiente forma:
| Direccionamiento de variable IEC 61131-3 | |||
| % | X | Y | Z |
| Indica que es una vbariable | Entrada/Salida/Marca interna | Módulo que indica la variable | Lugar que ocupa en módulo |
Ejemplo
El autómata de la siguiente imagen tiene un módulo de entradas M1 y un módulo de salidas M2. Las variables conectadas a la entrada 8 del módulo 1 y a la salida 3 del módulo 2, se identificarían como:
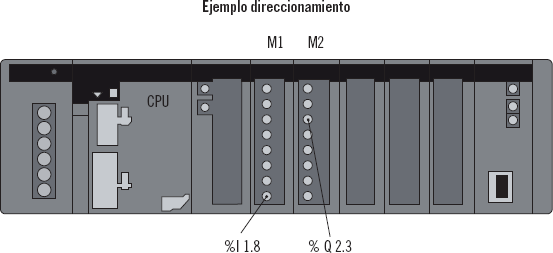
Aplicación práctica
Imagine que le facilitan un autómata modular formado por CPU, 2 módulos de entradas y 3 módulos de salida, tal y como el que representa la siguiente imagen. En esta imagen aparecen sombreadas las entradas y las salidas que tienen conectado algún sensor o actuador y que representan las variables del proceso productivo.
¿Cómo indicaría las expresiones que direccionan cada entrada o salida de acuerdo a la norma IEC 61131-3?
| CPU | ENTRADAS | SALIDAS | |||
| Módulo 0 | Módulo 1 | Módulo 2 | Módulo 3 | Módulo 4 | |
| 0 | 0 | 0 | 0 | 0 | |
| 1 | 1 | 1 | 1 | 1 | |
| 2 | 2 | 2 | 2 | 2 | |
| 3 | 3 | 3 | 3 | 3 | |
| 4 | 4 | 4 | 4 | ||
| 5 | 5 | 5 | |||
| 6 | 6 | 6 | |||
| 7 | 7 | 7 | |||
| 8 | 8 | 8 | |||
SOLUCIÓN
De acuerdo a la norma IEC 61131-3, para expresar la dirección correspondiente a cada una de las correspondientes entradas y salidas solicitada se realiza las siguientes acciones:
De esta forma se cumplimenta la tabla que se muestra a continuación.
| Entradas | Módulo 0 | % l 0.0 | Salidas | Módulo 2 | % Q 2.2 |
| % l 0.2 | % Q 2.5 | ||||
| Módulo 1 | % l 1.2 | Módulo 3 | % Q 3.0 | ||
| % l 1.6 | % Q 3.4 | ||||
| % l 1.8 | Módulo 4 | % Q 4.1 | |||
| % Q 4.5 | |||||
A pesar de la existencia de la norma IEC 61131-3, es habitual que los fabricantes de autómatas desarrollen sus propias formas de realizar el direccionamiento, por ello se indica cómo realizan el direccionamiento algunos de los fabricantes que tienen mayor implantación en el mercado tanto nacional como internacional.
Un fabricante de origen alemán, dispone de dos formas de direccionar las variables, dependiendo de la versión del entorno de programación que se utilice. La versión internacional utiliza los parámetros y criterios indicados en la norma IEC 1131-3, mientras que la versión alemana dispone de su propio de parámetros o nemónicos. Centrándose en esta versión, el direccionamiento es el siguiente:
| Nemónico | Explicación |
| XY.Z |
Donde:
|
Definición
Nemónico
Es una palabra o conjunto de caracteres que reemplaza al código de operación empleado en lenguaje máquina o ensamblador, permitiendo que la programación resulte más sencilla.
Por ejemplo, se introduce LD en vez de su equivalente formado por ceros y unos.
Un fabricante de origen japonés, emplea el formato siguiente:
| Nemónico | Explicación |
| XXXXYY |
Donde:
|
Nota
El sistema de numeración octal representa los números mediante un conjunto de ocho dígitos, numerados del 0 al 7. El valor que representa cada posición viene determinado por las potencias de base 8.
El sistema de numeración hexadecimal representa los números mediante dieciséis símbolos: De 0 a 9 y de A a F. Estos últimos símbolos representan a los números 10 a 15. El valor de cada símbolo está determinado por su posición que se calcula en base 16.
Lista de instrucciones
Este lenguaje se denomina como Instruction List (IL) en lengua inglesa, mientras que en lengua alemana se conoce como Anweisungliste (AWL).
IL, de origen europeo, está basado en un listado de símbolos nemotécnicos próximos al lenguaje máquina o ensamblador. Este lenguaje también es conocido como booleano. IL tiene un formato parecido a los programas desarrollados en ensamblador o para procesadores. Al trabajar a nivel de las instrucciones de la CPU, los programas desarrollados en este lenguaje son muy potentes y rápidos de redactar, sin embargo suelen ser los más complejos de entender. Se escribe en forma de texto usando caracteres alfanuméricos para definir cada operación lógica.
IL está basado en un listado de símbolos nemotécnicos próximos al lenguaje máquina. Este lenguaje también es conocido como booleano, ya que se basa en la lógica algebraica booleana desarrollada por George Boole. La estructura de programación obedece a la siguiente estructura:
| INSTRUCCIÓN | ||||
| OPERADOR ¿Qué? |
OPERANDO ¿Dónde? |
|||
| Nemónico | Modificador nemónico | Símbolo | Parámetro | |
| Tipo | Ubicación | |||
Formato de instrucción en IL
3. Una instrucción puede ser acompañada de comentarios. Estos se escriben:
4. Una instrucción puede pertenecer a un grupo de instrucciones por lo que se puede agrupar mediante el campo etiqueta.
Ejemplo
A continuación, se muestra un ejemplo de programación de un autómata que tiene conectado 3 interruptores a sus módulos correspondientes, tres entradas (I1, I2 e I3) y una salida (Q1), recogiendo la estructura completa de las instrucciones.
| ETIQUETA | OPERADOR | OPERANDO | COMENTARIO |
| COMIENZO | LD AND OR ANDN ST |
% I 0.0 % I 0.1 % I 0.2 % I 0.3 % Q 0.0 |
(* Carga la variable de la entrada 0.0) (* Inicia una rama y carga la variable de la entrada 0.1) (* Carga la variable de la entrada 0.2) (* Carga la variable de la entrada 0.3 y la invierte) (* Asigna la salida 0.0) |
Ejemplo de programa IL
A continuación, se muestra una tabla con los operandos básicos expresados tanto para la norma IEC 61131-3 como para PLC que no cumple dicha norma. Se ha incluido el comentario correspondiente que indica cuál es la función de cada nemónico.
| IEC 61131-3 | M | O | G / F | G | |
| INSTRUCCIÓN | COMENTARIO | ||||
| LD | LD | LD | A | LD | Carga el operando e introduce en registro de resultados. Inicia red de contactos. |
| LDN | LDI | LD NOT | AN | LDN | Carga el operando, invierte su valor e introduce en registro de resultados. Inicia red de contactos. |
| AND | AND | AND | A | U | Operdador boleano Y. Conexión serie. |
| ANDN | ANI | AND NOT | AN | UN | Operador boleano Y invertido. Conexión paralelo. |
| OR | OR | OR | O | O | Operador bolenao O. Conexión paralelo. |
| ORN | ORI | OR NOT | ON | ON | Operador boleano o invertido. Conexión paralelo. |
| ST | OUT | OUT | = | = | Almacena el resultado del registro del operando. Escribe el resultado de la red en un elemento de salida. |
NOTA:
M: Referido a fabricante de origen japonés
O: Referido a fabricante de origen japonés
G: Referido a fabricante de origen alemán
F: Referido a fabricante de origen francés
Código de instrucciones y nemónicos
Aplicación práctica
Suponga que le facilitan el listado siguiente para programar un programa en un PLC, indique si corresponde a un lenguaje normalizado. Razone su respuesta.
| ETIQUETA | OPERADOR | OPERANDO | COMENTARIO |
| COMIENZO | LD AND OR ANDN ST |
% I 0.0 % I 0.1 % I 0.2 % I 0.3 % Q 0.0 |
(* Carga la variable de la entrada 0.0) (* Inicia una rama y carga la variable de la entrada 0.1) (* Carga la variable de la entrada 0.2) (* Carga la variable de la entrada 0.3 y la invierte) (* Asigna la salida 0.0) |
SOLUCIÓN
Para resolver la cuestión, habrá que fijarse en cómo se han escrito las diferentes líneas del programa. Si se analiza tanto la primera línea del operando o como la del comentario, se verá que corresponde a la estructura correspondiente a la empleada en IEC 61131-3. Por tanto, se puede afirmar que corresponde a un lenguaje normalizado.
Aplicación práctica
La empresa de automatismos eléctricos AESA, le solicita que adapte siguiente programa para que pueda ser cargado en un autómata de origen japonés y otro alemán.
| ETIQUETA | OPERADOR | OPERANDO | COMENTARIO |
| COMIENZO | LD AND OR ANDN ST |
% I 0.0 % I 0.1 % I 0.2 % I 0.3 % Q 0.0 |
(* Carga la variable de la entrada 0.0) (* Inicia una rama y carga la variable de la entrada 0.1) (* Carga la variable de la entrada 0.2) (* Carga la variable de la entrada 0.3 y la invierte) (* Asigna la salida 0.0) |
Utilice la tabla siguiente para seleccionar el correspondiente nemónico.
| IEC 61131-3 | PLC JAPONÉS | PLC ALEMÁN | |
| INSTRUCCIÓN | COMENTARIO | ||
| LD | LD | LD | Carga el operarando e introduce en registro de resultados. Inicia red de contactos. |
| LDN | LD NOT | LDN | Carga el operando, invierte su valor en introduce en registro de resultados. Inicia red de contactos. |
| AND | AND | U | Operador booleano Y. conexión serie. |
| ANDN | AND NOT | UN | Operador booleano Y invertido. Conexión paralelo. |
| OR | OR | O | Operador boolenao O. Conexión paralelo. |
| ORN | OR NOT | ON | Operador booleano o invertido. Conexión paralelo. |
| ST | OUT | = | Almacena el resultado del registro del operando. Escribe el resultado de la red en un elemento de salida. |
SOLUCIÓN
Para cada PLC se elabora la correspondiente tabla en la que cada línea se cumplimenta de acuerdo a las tablas anteriores.
PLC versión alemana:
| ETIQUETA | OPERADOR | OPERANDO | COMENTARIO |
| COMIENZO | LD U O AN = |
E 0.0 E 0.1 E 0.2 E 0.3 A 0.0 |
//* Carga la variable de la entrada 0.0 //* Inicia una rama y carga la variable de la entrada 0.1 //* Carga la variable de la entrada 0.2 //* Carga la variable de la entrada 0.3 y la invierte //* Asigna la salida 0.0 |
PLC versión japonesa:
| ETIQUETA | OPERADOR | OPERANDO | COMENTARIO |
| COMIENZO | LD AND OR AND NOT OUT |
000000 000001 000002 000003 000200 |
(* Carga la variable de la entrada 0) (* Inicia una rama y carga la variable de la entrada 1) (* Carga la variable de la entrada 2) (* Carga la variable de la entrada 3 y la invierte) (* Asigna la salida 0) |
Texto estructurado
El texto estructurado se denomina con el acrónimo ST (Structured Text), y tiene su origen en lenguajes de alto nivel, por lo que permite el uso de técnicas de programación estructuradas. Tiene bastante parecido con los lenguajes de programación informática BASIC, PASCAL O C, que utilizan subrutinas para ejecutar las diferentes funciones de control y permiten el paso de parámetros y valores entre las distintas secciones del programa.
Nota
El estudio de cómo se programa en estos programas queda fuera del alcance de este manual, por lo que los ejemplos mostrados tienen carácter ilustrativo.
Para profundizar en este tema, se sugiere tomar contacto directamente con algunos de los fabricantes citados en este manual.
ST tiene una sintaxis y semántica muy parecida a estos lenguajes, usando definiciones de variables para identificar los dispositivos de campo conectados a los módulos de E/S, variables, etc., que sean utilizadas en el programa. ST permite el uso de lazos de control (PID) mediante las estructuras condicionales while… do, repeat… until, if… then… else, operaciones booleanas (AND (Y), OR (O), etc.) y otros tipos de de datos específicos como por ejemplo los referidos a tiempo, fecha y hora.
A modo de ejemplo, se muestra un programa escrito en BASIC referido al control de llenado de un depósito, en el que se controlan los límites de llenado mediante la estructura condicional if… then… else.
IF Manual AND NOT Alarm THEN Nivel: = Manual_nivel
Mezclar: = Comenzar AND NOT Resetear
ELSE_ IF Otro_Modo THEN Nivel: = Nivel_Máximo
Nivel: = (Indicador_nivelx100)/Escala
END IF
ST ofrece alto rendimiento cuando se emplea para la generación de rutinas que realizan informes o reportes, así mismo es ideal para crear bloques que realicen determinadas acciones a petición de la lógica de control correspondiente. Estas rutinas pueden ser reutilizadas tantas veces como sea necesario.
En aplicaciones que utilicen manipulación de datos, ordenación de datos y manejo intensivo de operaciones matemáticas en punto flotante, así como aplicaciones de inteligencia artificial, lógica difusa y toma de decisiones es donde ST demuestra todo su poder.
Actividades
26. Realice un pequeño programa Basic para un automatismo que utilice la estructura if... then... else y repita la actividad con la estructura repeat until.
Diagrama de ladder
El diagrama ladder (LD) o escalera está formada por un conjunto normalizados de símbolos cuyos diseños gráficos son equivalentes a los símbolos empleados en los esquemas de automatismos eléctricos industriales basados en relés y contactores.
Escribir programas en LD es equivalente a dibujar circuitos eléctricos. Por ello es el lenguaje ideal para los técnicos eléctricos.
Nota
LD también es denominado como lenguaje de contactos.
LD está basado en la simbología correspondiente a la norma norteamericana NEMA, que permite la representación de ecuaciones lógicas y de acciones, lo que confiere la característica de lenguaje booleano. Este lenguaje no está implantado en todos los autómatas, dado que algunos necesitan de programadores específicos.
Nota
En lengua alemana el lenguaje LD denomina como KOP (Kontacts Plan).
LD consiste en dos líneas verticales que representan las líneas de alimentación. Los elementos que intervienen en el programa se conectan entre esas dos líneas de forma horizontal, formado una escalera entre ambas líneas.
Nota
En inglés cada línea se denomina Rung, mientras que en alemán Network.
A la hora de realizar un esquema en LD hay que respetar una serie de reglas:
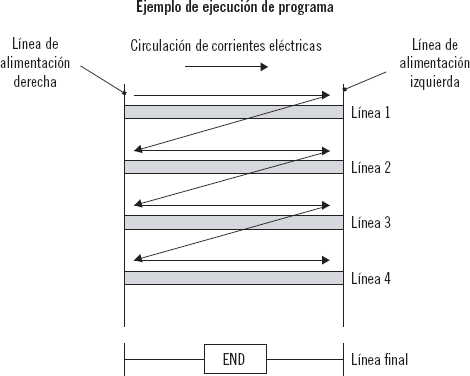
Analizando el esquema LD de la siguiente imagen, se pueden observar tanto las indicaciones correspondientes a los puntos 5 a 9, como la representación de unos bloques de función. Las líneas gruesas indican continuidad lógica, de acuerdo al estado (on/off) de las entradas consideradas; de esta forma si el contacto está cerrado (on), la continuidad lógica indica que hay circulación de corriente a través de este contacto. La salida de la primera línea no se encuentra activada porque el contacto I1.3 está abierto (off), bloqueando la continuidad lógica que permiten I1.4 e I1.5. Observe que la entrada I1.5 está abierta (off), lo que significa el contacto normalmente cerrado (NC) de la primera línea está cerrada y el contacto normalmente abierto (NO) en la segunda línea está abierta.
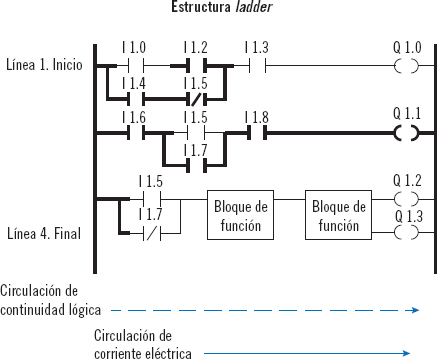
Realizar un diagrama LD partiendo de un esquema eléctrico es bastante fácil, tal y como se observa en el ejemplo. Se puede observar también que el diagrama obtenido cumple con las reglas para la realización de diagramas LD descritas anteriormente.
Ejemplo
En primer lugar, se tomará como partida el circuito eléctrico de un motor controlado por un interruptor y conectado a la red eléctrica, de corriente alterna, identificada por sus conductores fase (L1) y neutro (N), figura (a). En la figura (b) se ha representado el mismo esquema del motor como esquema funcional.
Si giramos 90º el esquema funcional como se muestra en la figura, se obtiene el esquema funcional preparado para ser transformado en diagrama LD.
Para finalizar, solo se debe cambiar cada elemento eléctrico por su equivalente de la norma NEMA.
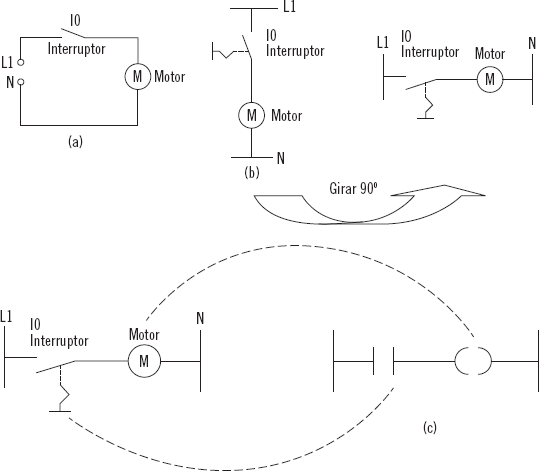
Dependiendo del esquema eléctrico del que se parte, crear el correspondiente diagrama LD puede ser más complejo o no, por lo que es muy conveniente revisar la documentación del fabricante del lenguaje respecto a las restricciones que pueda ofrecer en cuanto al número de nodos máximos, forma de conectar los elementos, etc.
Nota
Los nodos corresponden a los puntos de unión que se establecen entre distintas líneas.
Una particularidad de LD es que las variables lógicas (funciones booleanas: O, AND, OR, OR NOT, AND NOT, NOT, etc.) son representadas por la bobina de un relé y sus correspondientes contactos reflejados por sus correspondientes estados normales de funcionamiento: cerrados y abiertos.
Importante
Los estados normales de funcionamiento de un contacto definen el estado que presenta en reposo y al que cambia cuando se actúa sobre él, así pues un contacto normalmente cerrado permite el paso de corriente y cuando se actúa sobre él la impide.
En la siguiente figura, en (a) se puede observar la estructura interna del relé en el que la bobina se denomina O y los contactos asociados a ella, el representado por el contacto cerrado corresponde a la variable invertida y el abierto a la variable no invertida. En (b) se puede observar el mismo relé conectado en un esquema LD. Obsérvese la forma de representar cada elemento del relé.
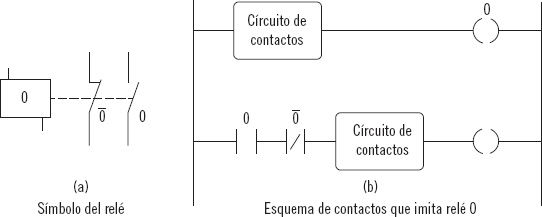
Realmente, la salida O del relé no está físicamente implementada en el lenguaje de cara al usuario, quedando operativa solo a nivel interno del mismo. La siguiente tabla representa algunos de los símbolos más utilizados:
| Símbolo | Descripción | Comentario |
 |
Contacto normalmente abierto NA | Representa una variable interna respecto a E/S o bit de sistema. Puede asimilarse a que en estado de reposo no permite el paso de la corriente eléctrica y sí cuando se activa, es decir, cuando se activa la variable toma el valor de uno lógico. |
 |
Contacto normalmente cerrado NC | Representa una variable interna respecto a E/S o bit de sistema. Puede asimilarse a que en estado de reposo permite el paso de la corriente eléctrica y sí cuando se activa, es decir, cuando se activa la variable toma el valor de cero lógico. |
 |
Bobina de salida | Cuando recibe 1 lógico en su entrada se activa, presentado 1 lógico en su salida. Se utiliza generalmente para representar elementos de salida. |
 |
Bobina de salida invertida | Cuando recibe un 0 lógico en su entrada se activa, presentado un 0 lógico en su salida. Se utiliza generalmente para representar elementos de salida. |
 |
Bobina SET (enclavamiento con memoria) | Activada su entrada, su variable de salida queda activada. Permite la memorización de bits. |
 |
Bobina RESET (desenclavamiento con memoria) | Permite desactivar la bobina SET previamente activada. |
La identificación de las variables se realiza de acuerdo a las pautas marcadas en el IEC 61131-3 o de acuerdo a las indicaciones del fabricante del PLC, de esta forma, cada contacto está identificado por el mismo código correspondiente a la lista de instrucciones estudiado en apartados anteriores.
Actividades
27. Realice una tabla similar a la anterior con los símbolos correspondientes al temporizador, contador y comparador.
Ejemplo
En la figura siguiente se muestra un control simple de un motor con un interruptor. El interruptor corresponde con la variable de entrada y el motor con la de salida.
En cada diagrama se han identificado las variables según indicaciones de los distintos fabricantes, y comentadas anteriormente.
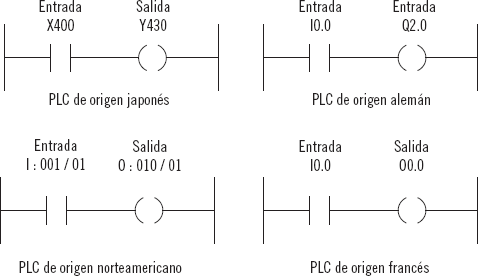
Aplicación práctica
La empresa MASOSA requiere de su servicio para automatizar el control del aljibe de la empresa, para ello entrega el proyecto correspondiente.
En el capítulo de memoria del proyecto se puede leer: “el aljibe deberá ser controlado por un autómata que deberá activar una electroválvula para llenarlo cuando la sonda o boya de nivel de nivel mínimo lo indique. Para evitar que agua rebose del aljibe, se instalará una sonda o boya de nivel que indique el nivel máximo. Las sondas a utilizar son de tipo interruptor”.
En el capítulo de pliegos de condiciones se indica que el lenguaje empleado debe ser adecuado a los electricistas de mantenimiento.
En el capítulo de esquemas aparece el siguiente esquema de control.
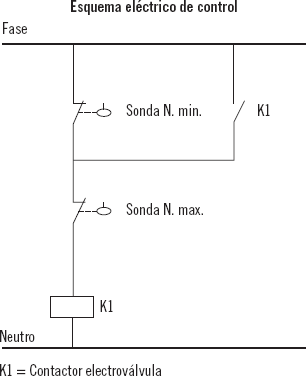
Responda a las siguientes cuestiones:
SOLUCIÓN
| Nº ENTRADAS | Nº SALIDAS | TIPO |
| 2 | DIGITAL (ON/OFF) | |
| 1 | DIGITAL (ON/OFF) |
3. Para determinar el lenguaje de programación a emplear, se realiza las siguientes acciones.
| Entradas | 1 | Sonda N. Min. | E 0,0 | Salidas | 1 | ElecValvu | A0,0 |
| 2 | Sonda N. Max. | E 0,1 |
b. Como el lenguaje debe ser adecuado para un electricista de mantenimiento, se determina que el programa se realizará en lenguaje ladder.
4. Partiendo del esquema de control facilitado en el capítulo de esquemas del proyecto, se realiza el correspondiente esquema ladder, mostrado a continuación.
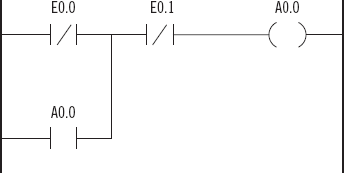
5. Para realizar el procedimiento de cargar, se utiliza un ordenador PC con el entorno de programación correspondiente al autómata. Con las herramientas disponibles en el entorno se realiza la programación del esquema ladder, así como que no existen de errores de programación.
Se conecta el cable de comunicaciones que una el ordenador PC y el autómata. Utilizando la herramienta correspondiente del entorno se configuran los parámetros y protocolo de comunicaciones y se procede al volcado del programa en el autómata.
Sin desconectar el autómata del ordenador PC, desde el entorno de programación, se comprueba que el autómata ha recibido correctamente el programa y su correcto funcionamiento
Si no hay errores, se desconecta el autómata del PC y se instala en el cuadro eléctrico correspondiente.
6. Se procede a comprobar el funcionamiento del programa, para ello se coloca el autómata en modo run. Es este instante el aljibe estará vacío, por lo que procederá a activar la salida de la electroválvulas comenzando a llenar el aljibe. Se comprueba que a medida que el agua lo llena, las boyas de nivel actúan. Alcanzado el nivel máximo, la boya activa la entrada E0.1 y el A0.0 detiene la electroválvula.
El ciclo se repetirá en función de los valores suministrados por las boyas de nivel hasta que se desconecte el autómata de la red eléctrica.
Diagrama de bloques funcionales
El diagrama de bloques funcionales o FBD es un lenguaje de tipo gráfico que posibilita programar elementos de la misma forma que se diseñan circuitos electrónicos. El uso de símbolos electrónicos de tipo lógico, también se emplean en FBD como determinados bloques de función. Cuando se emplean estos símbolos, la bobina de salida correspondiente, no es necesaria que se represente, ya que esta es inherente al bloque y por tanto está representada por la variable que simboliza al propio bloque. Se puede reutilizar esta variable tantas veces como sea necesario en el desarrollo del programa.
Importante
En alemán al lenguaje FBD se le denomina como FUP.
FBD es un lenguaje de tipo booleano, por lo que se le aplicarán las reglas del algebra de contactos. La forma de crear un diseño en FBD sigue las mismas pautas que las aplicadas para LD.
El lenguaje FBD tiene definido una relación de funciones estándar que puede complementarse o ampliarse con bloques de funciones específicas desarrolladas por cada fabricante e implementadas en el propio sistema de programación. La utilización de bloques específicos facilita al usuario construir nuevos bloques basados en estos, lo que permite utilizar la técnica de encapsulamiento para crear bloques especiales por parte del programador.
Definición
Encapsulamiento
Es la técnica que permite utilizar bloques funcionales, listas de instrucciones o textos estructurados para crear otros bloques funcionales de diseño propio.
Una vez creado el nuevo bloque de función, este puede guardado y ser utilizado en posteriormente como cualquier otro bloque de función.
Ejemplo
En la figura siguiente se muestra un programa escrito en LD que corresponde a un control marcha-paro de un motor con aviso luminoso de funcionamiento. A continuación, se ha creado el bloque de usuario que realiza la misma función: cuando se actúa en la entrada Iniciar, las salidas Motor y Lámpara se activarán a uno lógico. Cuando se actúa sobre la entrada Para las salidas Motor y Lámpara se desactivan.
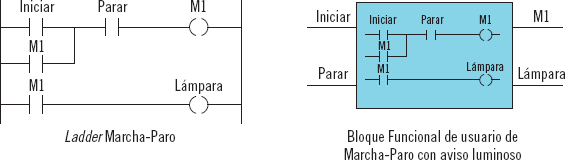
A continuación, se muestra una tabla que incluye las simbologías de las funciones lógicas básicas, tablas de verdad, equivalencia con el lenguaje ladder y la fórmula o axioma que define la salida del bloque de funciones.
| FUNCIONES BOOLEANAS. FUNCIONES LÓGICAS BÁSICAS | ||||||
| NOMBRE | AND-Y | OR-O | XOR | NOT-NO | NAND | NOR |
| Símbolo NEMA |  |
 |
 |
 |
 |
 |
| Símbolo FBD |  |
 |
 |
 |
 |
 |
| Tabla de la verdad |  |
 |
 |
 |
 |
 |
| Equivalencia ladder |  |
 |
 |
 |
 |
 |
| Axioma |  |
 |
 |
 |
 |
 |
Funciones lógicas básicas
Nota
La tabla de la verdad refleja el resultado lógico de la salida de la función en función del valor de las entradas.
Nota
La tabla de la verdad refleja el valor de salida de la función de acuerdo a los valores que toman las variables de entrada a ella.
Aplicación práctica
Utilizando la tabla de funciones lógicas básicas y el esquema de control siguiente escrito en lenguaje ladder, diseñe el esquema PBD correspondiente.
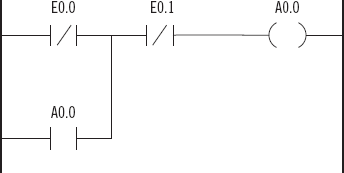
SOLUCIÓN
El procedimiento para resolver este ejercicio se basa en identificar cada contacto del esquema ladder, así como sus asociaciones, con su correspondiente en la tabla de funciones lógicas básicas.
Los contactos E0.0 y A0.0 están en paralelo, por lo que equivalen a una función OR (B003). Los contactos anteriores están en serie con el contacto E0.1, por tanto se representa como una función AND (B004). El contacto E0.1 actúa directamente sobre la salida A0.0. Observe que es necesario introducir las funciones de inversión B001 y B003 puesto que en el esquema ladder los contactos E0.0 y E0.1 están invertidos o negados, es decir, corresponden a contactos cerrados.
Con toda esta información solo resta realizar el esquema FBD, teniendo en cuenta que la salida A0.0 se representa con la función Q1. A continuación, se representa el solicitado esquema.
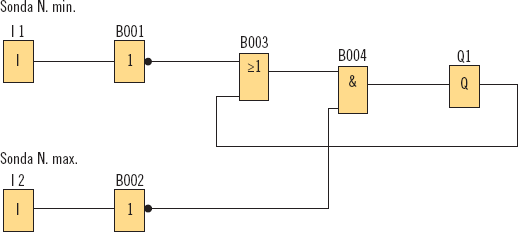
Observe que en el esquema anterior, las funciones de las entradas I (I1-I2) representan las entradas del PLC.
Gráfico de Secuencia de Funciones (SFC)
SFC es una representación gráfica que muestra los eventos que intervienen en el funcionamiento de un sistema basados en las operaciones que se realizan en dicho sistema. Formalmente, se puede decir que SFC describe de forma gráfica el comportamiento secuencial del programa de control de un sistema. Está basado en las redes de Petri y el GRAFET (IEC1131).
Importante
GRAFET aunque está recogido en IEC1131 como lenguaje, la norma UNE-EN61131 no lo admite como tal, quedando definido como una herramienta gráfica que describe la secuencia que debe realizar un programa de control.
SFC consiste en una serie de etapas (Step) en las que se realizan una serie de acciones (Action block) y unas transiciones (Transition) que permiten el cambio de una etapa a la siguiente.
Se pueden realzar secuencias alternativas y simultáneas. Está permitido dividir el proceso en secciones con objeto de obtener una mejor resolución.
El uso de SFC permite que el estudio de un proceso se realice más rápidamente.
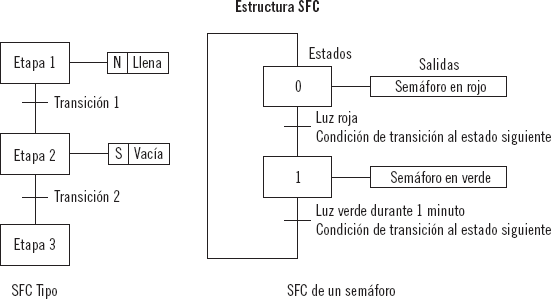
Las operaciones básicas de programación son aquellas operaciones que se realizan utilizando instrucciones que actúan con variables binarias independientes, variables a nivel de bit o combinaciones de bits (Byte, Word, etc.). Estas variables a nivel de bit o lógicas quedan direccionadas por las instrucciones que están definidas por un solo operando. Sin embargo, cuando se realizan operaciones que se define con dos operandos hay que recurrir al uso del biestable interno denominado Results of Logic Operation (RLO). Este biestable puede almacenar tanto el segundo operando como el resultado de la operación.
Las instrucciones que manipulan bits, se pueden clasificar en:
Operaciones realizadas con instrucciones de selección, entrada y salida
Las instrucciones de selección, entrada y salida o de operación pueden realizar las siguientes operaciones:
Las instrucciones de selección, entrada y salida o de operación se agrupan en dos clases, dependiendo si están entre paréntesis o no.
Considerando las instrucciones que no están entre paréntesis, se encuentran aquellas que realizan la selección de una variable de entrada o de salida, además de las operaciones lógicas o booleanas: Y (AND), O (OR); Or exclusiva (XOR), NO-Y (ANDN), NO-O ORN, NO-O-exclusiva (XORN). A través de estas instrucciones averiguan y unen los niveles lógicos de los operandos adjuntos, obteniéndose una variable lógica de valor 1 lógico o activada, o 0 lógico o desactivada.
Las instrucciones definidas en la norma IEC-61131-3 son las siguientes:
Cuando se necesita realizar operaciones lógicas utilizando las instrucciones anteriores entre dos expresiones complejas, se añade a la instrucción un paréntesis abierto que indicará dónde empieza la expresión instrucción compleja, añadiendo un paréntesis cerrado donde termine la expresión.
Esto se interpreta como que se realizará la operación lógica entre las instrucciones precedentes al operador acompañado del paréntesis y las instrucciones contenidas dentro del paréntesis.
De esta forma, se distinguen las siguientes:
Ejemplo
Un proceso industrial está formado por 3 variables de entrada y 4 de salida, relacionadas mediante la siguiente expresión lógica.
A la hora de realizar la programación se tendrá en cuenta las siguientes observaciones: el signo + equivale a una función O; el signo de multiplicar equivale a una función AND y la barra superior indica que la variable está invertida.
La variable QX2 corresponde a una salida física del PLC, que a su vez depende del resultado lógico del resto de las variables, tal y como expresa la función indicada.
Para introducir el programa se tiene en cuenta que primero se resuelven los paréntesis interiores y después los exteriores.
Los pasos que hay que realizar para introducir el programa corresponde a la explicación de cada línea de la tabla siguiente.
| LD | IX2 | Carga la variable de entrada IX2 |
| OR | IX8 | O lógica entre IX2 e IX8 |
| ANDN | QX4 | Y lógica entre QX4 e IX2 + IX8 |
| ORN( | QX5 | Inicia otra expresión y selecciona QX5 |
| AND | IX7 | Y lógica entre QX5 e IX7 |
| OR | QX3 | O lógica entre QX3 y QX5 - IX7 |
| ) | O lógica entre las dos expresiones | |
| ST | QX2 | Asigna el resultado anterior a la salida externa QX2 |
Aplicación práctica
Un proceso industrial está formado por 3 variables de entrada y 4 de salida, relacionadas mediante la siguiente expresión lógica.
Realice el código correspondiente.
SOLUCIÓN
| LD | IX2 | Carga la variable de entrada IX2 |
| AND | IX8 | Y lógica entre IX2 e IX8 |
| AND | QX4 | Y lógica entre IX2 - IX8 y QX5 |
| AND( | QX5 | Inicia otra expresión y selecciona QX5 |
| AND | IX7 | Y lógica entre QX5 e IX7 |
| ORN | QX3 | O lógica entre QX3 y QX5 - IX7 |
| ) | O lógica entre las dos expresiones | |
| ST | QX2 | Asigna el resultado anterior a la salida externa QX2 |
Operaciones realizadas con instrucciones de memorización
En este grupo de instrucciones se encuentran a aquellas instrucciones que trabajan sobre una variable lógica, dependiendo del valor lógico de la expresión definida por las instrucciones anteriores a ella.
Existen dos instrucciones, definidas en la norma IEC-61131-3, que suelen operar muchas veces de forma conjunta, formando un bloque de función. Estas funciones son:
Nota
Si el valor del registro RLO almacenado antes de evaluar las funciones SET o RESET es cero, la variable asociada a estas funciones no son forzadas a cambiar de valor.
Generalmente las funciones SET y RESET se utilizan en pareja, formando una nueva función denominada Biestable RS. Esta nueva función tiene dos entradas, SET y RESET, y una salida. Su funcionamiento es bien simple, aplicando 1 lógico a SET la salida se fuerza a 1 lógico, y aplicando 0 lógico a RESET se fuerza la salida a 0 lógico.
Operaciones realizadas con instrucciones que operan con flancos
Aunque no forma parte del conjunto de instrucciones normalizadas, algunos fabricantes ofrecen la posibilidad de aplicar un modificador tanto a las instrucciones booleanas ya descritas, como a los paréntesis, que le permiten actuar por cambios de nivel o flancos. Estas instrucciones van seguidas del modificador R (Rise), cuando se refiere a flancos de subida o positivos, y F (Fall) para el caso de que sean negativos o e bajada.
De la misma forma que la norma dispone de instrucciones que se ejecutan a nivel de variables lógicas, existen instrucciones que permiten trabajar con combinaciones binarias.
Cuando las instrucciones de Byte y Word se definen con dos operandos, las operaciones que se realicen con ellas, se almacenan en un nuevo registro interno denominado acumulador, en vez de utilizar el registro RLO como hacían las operaciones de bit.
El registro acumulador permanece transparente para el usuario y suele disponer de un tamaño de 16 o 32 bits.
Las instrucciones de Byte y Word se clasifican en:
Operaciones realizadas con instrucciones de selección
La operativa de estas instrucciones es seleccionar un variable concreta para usarla como operando. Según IEC 61131-3, las instrucciones utilizadas para estas acciones son las siguientes:
Operaciones realizadas con instrucciones aritméticas
Realizan las operaciones básicas de aritmética: suma, resta, multiplicación y división, utilizando el contenido del acumulador y el valor representado por el operando de la variable indicado en la instrucción.
Las instrucciones se identifican por: suma: ADD (Adittion); resta: SUB (Subtrastion); multiplicación: MUL (Multiplication) y división: DIV (Division).
Ejemplo
La salida 2 de un PLC que controla un proceso industrial está definida por la función matemática siguiente:
Para realizar la implantación del programa correspondiente, se debe analizar las operaciones matemáticas que aparecen en ella, correspondientes a nivel de Byte. Se puede observar que las operaciones son sumar y multiplicar. Por tanto las instrucciones a emplear son ADD y MUL.
El programa se realiza siguiendo el siguiente orden. Se carga en el acumulador la variable IB, posteriormente se le suma 9, se realiza la multiplicación de la variable IB, y por último se activa la salida Q2.
En el programa aparece listado a continuación, incluyendo comentarios.
| LD | IB8 | Carga la variable IB en el acumulador. |
| ADD | 9 | Suma 9 al contenido del acumulador y el resultado, almacénalo en el propio acumulador. |
| MUL | IB8 | Multiplica al contenido del acumulador por la variable IB3 y el resultado, almacénalo en el propio acumulador. |
| ST | QX2 | Traslada el contenido del acumulador a la variable QB2 |
Operaciones realizadas con instrucciones de comparación
Tal y como su nombre indica, estas instrucciones realizan la comparación entre dos combinaciones binarias. Para poder realizar la comparación, una de estas combinaciones binarias debe estar en el registro acumulador. El paso de esa combinación binaria al acumulador se realiza utilizando las instrucciones de selección vistas anteriormente.
Se pueden comparar entre sí octetos (Byte), palabras (Word) y dobles palabras (Double Word). Se pueden realizar todas las combinaciones de comparación conocidas: mayor que, menor que, menor o igual, igual y desigual. El resultado que arroja la comparación es una variable lógica (Bool) que puede ser asignada a un operando o formar parte de una operación lógica.
Operaciones realizadas con instrucciones de lógicas
Con estas instrucciones se pueden realizar operaciones lógicas entre bits de dos combinaciones binarias. Se utilizan las mismas instrucciones empleadas con variables lógicas: Y, O, O-exclusiva (XOR), etc.
Estas instrucciones se pueden utilizar para detectar cambios de valor de una variable. Por ejemplo, una técnica habitual para ver si algún bit de una variable definida ha cambiado de valor es utilizar la función OR-exclusiva o XOR comparando esta variable con una variable-comodín almacenada en la memoria y que ha sido ejecutada en el ciclo anterior del programa. Si ambas palabras tiene los mismos valores de bits, la XOR dará valor cero, tan pronto como cambie algún bit, la XOR dará uno y por tanto determina que bit ha cambiado.
Si la XOR se realiza con grupos de variables, cuando se produzca el cambio de 0 a 1, se habrá localizado la variable que ha cambiado de valor.
En ocasiones, el contenido de una zona o registro de la memoria o registro del AP debe ser procesado o almacenado en otra zona o registro del propio AP. Para este tipo de operaciones, se utilizarán las instrucciones de transferencia y las instrucciones de carga, ya sean como un solo registro de dato o como grupo registros. En definitiva, estas instrucciones permiten desplazar o cargar datos desde o hacia cualquiera de las tablas de memoria de datos, con la excepción de las que zonas de memoria restringidas al usuario por el propio firmware del AP.
Definición
Instrucción de transferencia
Es la instrucción que permite desplazar datos entre distintos registros, o de un registro determinado a las tablas de memoria de E/S.
Instrucción de carga
Es la instrucción que permite introducir el contenido de un registro o zona de memoria (tablas de imagen de E/S o internas, marcas) en un registro específico del PLC.
Básicamente, una operación de transferencia traslada el contenido del registro especial a las tablas de E/S, mientras que una operación de carga traslada el contenido de las tablas E/S al registro especial. Habitualmente este registro especial es el acumulador. Los usos habituales de las instrucciones de carga y transferencia son:
De la misma forma que otro tipo de instrucciones, las instrucciones de transferencia y carga se pueden encontrar en forma de contactos o forma de bloque funcional, siendo este último el más habitual. La forma de denominar a estas instrucciones puede variar en función tipo del PLC.
A continuación, se detallan diferentes formas de realizar instrucciones de transferencia y carga, dependiendo del lenguaje de programación empleado.
Diagrama de escalera (ladder)
Cuando un PLC ofrece funciones de tipo aritmético y de tipo de comparación, la instrucción empleada para realizar transferencia de datos se denomina GET. Para realizar operaciones de carga se utiliza la función PUT.
Se puede decir que una instrucción de transferencia de datos GET accede al valor de un determinado registro, mientras que una instrucción de carga PUT almacena un valor en un registro específico.
Ejemplo
En el diagrama de escalera de la siguiente imagen se representa una aplicación práctica de las instrucciones GET y PUT. El funcionamiento del circuito queda descrito como sigue:
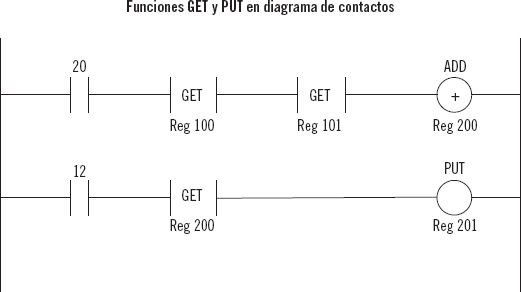
Diagrama de funciones lógicas (FBD)
Las operaciones de carga y transferencia empleadas en FBD se realizan mediante bloques de función definidos para ello.
En la tabla siguiente se exponen las instrucciones de carga y transferencia más empleadas, tanto en castellano como en inglés.
| Instrucción | Bloque Funcional | Función | |
| CASTELLANO | INGLÉS | ||
| MOVER | MOVE | MOV/MOVB/MOVR/MOVM | Transfiere datos de una localización a otra. |
| MOVER BLOQUE | MOVE BLOCK | MOVBK | Mueve datos de una localización de un grupo de registros a otra localización. |
| MOVER TABLA | TABLE MOVE | REG-TABLE/TABLE-REG | Transfiere datos desde un bloque o tabla a un registro. |
| TRANSFERIR BLOQUE-E/S | BLOCK TRANSFER-IN/OUT | BKXFER | Carga un bloque de datos en una zona de memoria o registro determinado. |
| TRANSFERERENCIA ASCII | ASCII TRANSFER | ASCII XFER | Transfiere datos ASCII entre dispositivos periféricos y el AP. |
| Primero en Entrar-Primero en Salir | FIRST IN-FIRST OUT | FIFO | Construye una tabla o cola de datos para almacenarlos. |
| ORDENAR | SORT | SORT | Ordena los datos de un bloque de registro de forma ascendente o descendente. |
Un detalle a tener en cuenta es que estos bloques funcionales tienen una entrada de control, normalmente denominada como EN o ENO, que permite que el valor de la entrada se mueva a la salida si está activa o 1 lógico, en el caso de EN, y a desactivada o 0 lógico en el caso de ENO.
De todas las funciones expresadas en la tabla anterior, a continuación se detalla el bloque de función MOVER.
Mover/move
Un bloque funcional MOVER (MOV) transfiere información desde una posición a otra, teniendo como posible posición un solo bit o un registro. En la tabla anterior, se indica qué tipo de elemento se mueve con la terminación siguiente: Bit (B), Registro (R), Máscara (M).
Ejemplo
A continuación, se representa una aplicación práctica de las instrucción Mover (MOVE), donde en el figura (a), mediante la instrucción MOVB se realiza la transferencia del contenido del bit 15 del registro 100 al bit 07 del registro 103, mientras que en el figura (b), utilizando la instrucción MOVR se mueve el contenido del registro 100 al registro 103.
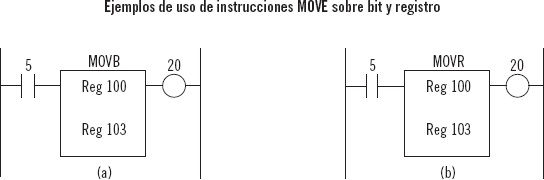
Lenguaje de listas de instrucciones (IL)
De entre todas las instrucciones disponibles en cada PLC para realizar operaciones de carga y transferencia, habitualmente se suelen utilizar dos instrucciones, reflejadas en la siguiente tabla.
| Función | Nemónico | Comentario |
| LOAD | L | Operación de carga |
| TRANSFER | T | Operación de transferencia |
El uso de load y transfer permite reducir considerablemente el tamaño de un programa de usuario, ya que permite transferir grupos de datos entre las tablas E/S y acumulador en vez de realizarlo uno a uno.
Ejemplo
Imagine que se quiere trasladar el valor de 8 variables de entrada de un PLC hacia sus 8 salidas directamente.
En primer lugar, se introducen las 8 variables en la tabla de entrada con la función LD. En segundo lugar, se escribe las variables de la tabla de entrada en la tabla de salida para que se active la salida correspondiente. El listado del programa correspondiente escrito IL, versión AWL es el siguiente.
| ETIQUETA | OPERADOR | OPERANDO | COMENTARIO |
| COMIENZO | LD LD LD LD LD LD LD LD = = = = = = = = |
E0.0 E0.1 E0.2 E0.3 E0.4 E0.5 E0.6 E0.7 A0.0 A0.1 A0.2 A0.3 A0.4 A0.5 A0.6 A0.7 |
//Carga (LD) la variable de la entrada 0 del módulo 0 (E0.0) //Carga (LD) la variable de la entrada 1 del módulo 0 (E0.1) //Carga (LD) la variable de la entrada 2 del módulo 0 (E0.2) //Carga (LD) la variable de la entrada 3 del módulo 0 (E0.3) //Carga (LD) la variable de la entrada 4 del módulo 0 (E0.4) //Carga (LD) la variable de la entrada 5 del módulo 0 (E0.5) //Carga (LD) la variable de la entrada 6 del módulo 0 (E0.6) //Carga (LD) la variable de la entrada 7 del módulo 0 (E0.7) //Asigna (A) la salida 0 del módulo 0 //Asigna (A) la salida 1 del módulo 0 //Asigna (A) la salida 2 del módulo 0 //Asigna (A) la salida 3 del módulo 0 //Asigna (A) la salida 4 del módulo 0 //Asigna (A) la salida 5 del módulo 0 //Asigna (A) la salida 6 del módulo 0 //Asigna (A) la salida 7 del módulo 0 |
Como se puede observar, se han empleado 16 líneas de código. Si se utiliza las funciones L y T, el programa queda reducido a 2 líneas, dado que las 8 variables se trasladan a la vez mediante al ser direccionadas como byte (B). A continuación, se muestra el listado.
| ETIQUETA | OPERADOR | OPERANDO | COMENTARIO |
| COMIENZO | L | EB0 | //Traslada (L) las 8 variables de entrada como Byte del módulo 0 |
| T | AB0 | //Traslada (T) las variables (Byte) a las salidas (A) del módulo 0 |
Las operaciones L y T pueden trabajar con octetos (bytes), palabras de 16 bits (Words) y dobles palabras de 32 bits (Double Words).
Algunos PLC disponen de dos acumuladores, denominados como acumulador 1 (ACU1) y acumulador 2 (ACU2). El acumulador 1 es considerado como principal para todas las operaciones, mientras que en el acumulador 2 se almacenan los valores que operen con el valor del acumulador 1. De esta forma, cuando se realiza una operación de carga, el contenido del operando especificado (entrada, salida, etc.), se carga en el acumulador 1 y el contenido de este se traslada al acumulador 2, estando disponible para cualquier operación, por tanto no se pierde la información que había en el acumulador 1 antes de la carga.
Al ejecutarse una operación de transferencia, se copia el contenido del acumulador 1 en la dirección indicada en la instrucción, el contenido del acumulador 1 se mantiene, por lo que se puede transferir la misma información a otros destinos.
Las instrucciones de carga y transferencia se ejecutan independientemente del estado que tenga el biestable RLO y de cualquier condición previa a su ejecución. Por tanto, no modifican el valor de este biestable, ni ningún otro indicador interno del AP, por lo que corresponde al programador observar que no existen errores en el código de la ejecución.
El programador debe tener presente que las operaciones de carga y transferencia son de tipo incondicional, por lo que no se debería realizar programas similares al siguiente:
Si se analiza el programa anterior, se llegará a la conclusión de que, aunque el programa no daría error, el PLC no atenderá la entrada 1 del módulo 1, por lo que la presencia o no de la entrada no impedirá la ejecución de las operaciones de carga y transferencia.
Actividades
28. Analice el código mostrado a continuación. ¿Por qué cree que el código siguiente está mal redactado? Justifique su respuesta.
| ETIQUETA | OPERADOR | OPERANDO | COMENTARIO |
| COMIENZO | LD | E0.0 | //Carga (LD) la variable de la entrada 0 del módulo 0 (E0.0) |
| U | E0.1 | //Conexión en serie (U) de la entrada 1 del módulo 0 (E0.1) | |
| U | E0.2 | //Conexión en serie (U) de la entrada 2 del módulo 0 (E0.2) | |
| LMW | MW0 | //Operación de carga (L) de marcas del módulo 0 del acumulador | |
| T | A0 | //Operación de transferencia (T) del acumulador a las salidas (A) del módulo 0 | |
| = | A1.0 | //Asigna (A) la salida 0 del módulo 1 |
Aplicación práctica
Realice el código de un programa que utilizando las instrucciones de carga (L) y transferencia (T) permita transferir a la vez el valor de las entradas E2.0 a E2.7 a las salidas A3.0 a A3.7.
SOLUCIÓN
| ETIQUETA | OPERADOR | OPERANDO | COMENTARIO |
| COMIENZO | L | EB2 | //Carga el byte 2 que contiene los bits correspondientes a E2.0 a E2.7 en el acumulador 1. |
| T | AB3 | //Transfiere el contenido del acumulador 1 al byte de salida 3 que contiene los bits correspondientes a las salidas A3.0 a A3.7. |
En general los dispositivos visualizadores están conectados a un autómata programable, con el que intercambiarán información de acuerdo al proceso y las órdenes dadas por el usuario u operario. Esta información se transmite mediante un puerto de comunicaciones y con un protocolo de comunicaciones propio de cada familia de autómatas o protocolos estándares, tal y como se ha visto a lo largo del capítulo.
Sin embargo, en el mercado se pueden encontrar dispositivos visualizadores de terceros fabricantes que operan perfectamente con familias o gamas de determinados autómatas. Esto es así porque operan bajo el mismo tipo de puerto y protocolo de comunicaciones del autómata en cuestión.
Salvo intentos de programación de los dispositivos visualizadores, desarrollados en lenguajes de alto nivel como Visual Basic, C++, plataformas .NET, Java, etc., que acceden a través de su protocolo de comunicaciones e implican escribir las rutinas necesarias, lo habitual es utilizar las herramientas de programación que los propios fabricantes de dispositivos visualizadores han desarrollado para ellos. Como se ha visto en este capítulo, los dispositivos visualizadores se encuentran agrupados por gamas, de forma que el programa de desarrollado por el fabricante cubre toda esa gama.
Ejemplos de estos programas son: STEP7 (Siemens), Vijeo Designer (Schneider Electrics), GTTWIN (Panasonic), ScrEdit Software (Delta), GP-Pro-Ex (Pro-face), CX-Desiner (Omron).
La mayoría de estos programas solo funcionan en ordenadores PC con sistema operativo Windows, siendo en algunas ocasiones, dependientes de una versión determinada de este sistema operativo. La forma de trabajar de estos programas es la habitual con los programas gráficos que se ejecutan en Windows. Los distintos menús permiten acceder todos los parámetros de configuración del dispositivo de visualización, desde los correspondientes a comunicación hasta los elementos visuales u objetos que permitirán realizar las distintas pantallas del mismo.
El procedimiento habitual para diseñar la pantalla que mostrará el dispositivo visualizador suele ser el mismo para todos, sobre un panel adaptado se van colocando los diferentes objetos que formarán parte de la información del dispositivo, posteriormente se añaden los objetos que representan los teclados y se le asignan las funciones que realizarán cuando se presione sobre ellos. Concluido el diseño, se prueba y en caso de conformidad, se vuelcan sobre el dispositivo.
Actividades
29. Investigue e indique utilizando internet, si actualmente algún fabricante permite la programación de dispositivos de visualización en dispositivos Android / Apple / Windows para dispositivos móviles.
Dependiendo del modelo de dispositivo visualizar y por tanto de sus características técnicas, la programación se puede realizar de dos formas:
Consiste en conectar físicamente el dispositivo con el ordenador PC, y realizar la programación utilizando la aplicación del fabricante para ello.
Una vez conectados, el procedimiento para realizar la programación se resume en los siguientes pasos:
Si la programación se realiza a distancia estando los dos dispositivos conectados en línea se considera una programación de tipo online.
Consiste en realizar la programación utilizando la aplicación del fabricante sin tener conectado el dispositivo visualizador físicamente al ordenador PC.
Los pasos a seguir son los mismos que para la programación online hasta la conclusión de la fase de diseño. La fase de prueba del diseño en el dispositivo visualizador queda relegada a una fase posterior.
Realizado y comprobado que el diseño es correcto, se procede a enviarlo a un dispositivo de almacenamiento estándar (memoria USB, memoria compact flash, etc.) que más tarde se conectará en el puerto correspondiente del dispositivo visualizador. Accediendo al menú correspondiente, se procede a actuar sobre el teclado, bien sea físico o virtual (pantalla táctil), para proceder a la carga del programa. Si esta se produce de forma correcta, se procede a comprobar su funcionamiento del diseño.
El autómata programable se denomina como PLC (Programmable Logic Controller–Controlador Lógico Programable) en EE. UU. y Japón, mientras que en Europa como AP (Autómata Programable). La norma IEC 61131 define que se entiende por autómata programable.
El autómata programable está formado por los siguientes elementos: Unidad Central o CPU (microprocesador y memoria, módulos de entrada y salida, y módulos de periféricos (comunicaciones, visualizadores, etc.).
Los elementos de visualización permiten interactuar con el operario, proporcionándole información del estado del proceso y dependiendo del tipo de visualizador, permitiéndole introducir órdenes en el funcionamiento del sistema. Los sistemas de visualización pertenecen al grupo denominado HMI (Human Machine Interface), donde se encuentran tres grupos: interfaces de operador (HMI), interfaces de operador PLC (HMI-PLC) e interfaces basadas en sistemas de supervisión y control (Computador PC-SCADA), estos últimos pueden ser sistemas propietarios o no propietarios (abiertos).
La interconexión de los dispositivos de campo se realiza mediante sistemas basados en mangueras multihilos o en buses industriales normalizados (AS-i, BitBus, Can, ProfiBus, FieldBus, etc.).
Para programar los PLC se utilizan lenguajes de programación agrupados en dos grupos:
Los dispositivos de visualización se programan mediante programas informáticos de tipo gráfico que corren sobre ordenadores PC con sistema operativo Windows. Estos programas informáticos son desarrollados por los propios fabricantes de los dispositivos de visualizadores.
Los dispositivos de visualización se puede programar de forma online y de forma offline.
Ejercicios de repaso y autoevaluación
1. Señale si las siguientes afirmaciones son verdaderas o falsas.
2. Complete el siguiente texto.
Un autómata programable (AP) es una ____________ electrónica programable diseñada para ser utilizada en un entorno industrial ___________, que utiliza una ___________ programable para el almacenamiento interno de _____________ orientadas al usuario, para implantar soluciones específicas tales como _____________, secuencias, temporización, recuento y funciones aritméticas, con el fin de controlar mediante _____________, digitales y analógicas, diversos tipos de máquinas o ___________.
3. Las características fundamentales que...
4. ¿Cuál de las siguientes afirmaciones define a un sistema centralizado?
5. Señale la opción incorrecta.
6. El uso de buses de campo convenientemente seleccionados aporta las siguientes ventajas:
7. Localice los nueve tipos de buses de campo.
| J | H | G | W | R | A | O | E | L | I | U | M | S | P | P | U | F | J | W | Ñ |
| D | M | Z | O | B | I | T | B | U | S | C | W | D | M | Y | I | U | C | B | E |
| V | U | J | O | W | U | J | O | W | U | K | O | X | K | E | Q | N | L | Z | R |
| T | S | R | O | D | U | O | N | Ñ | S | Z | W | M | L | X | U | U | A | I | F |
| P | U | U | A | J | W | Ñ | U | Q | E | U | B | D | P | C | I | S | F | V | C |
| M | B | O | U | C | B | E | X | U | T | V | B | A | K | O | F | B | A | Q | W |
| K | I | Q | N | L | Z | R | N | L | A | U | Ñ | S | A | G | B | N | B | H | O |
| C | F | U | U | A | D | F | U | K | S | P | E | I | P | Ñ | B | U | A | X | M |
| Y | O | I | S | F | E | C | A | Ñ | E | K | H | H | L | S | A | O | S | M | I |
| K | R | F | B | A | V | W | T | S | I | Ñ | K | J | Y | E | B | A | P | V | S |
| A | P | O | N | B | I | O | A | C | I | D | B | Q | I | E | C | R | W | C | D |
| P | Ñ | B | T | A | C | M | Q | X | V | V | A | I | G | U | L | G | E | O | I |
| L | S | A | O | E | E | I | V | N | T | Q | P | U | A | X | X | S | U | N | F |
| Y | E | B | M | P | N | S | R | H | Ñ | J | I | Y | E | A | A | K | U | T | Q |
| I | E | C | O | W | E | D | S | X | F | E | T | Y | G | S | U | R | U | R | I |
| G | U | L | D | E | T | I | Q | O | C | T | A | Y | N | R | Y | O | K | O | I |
| A | X | X | B | U | R | F | U | C | R | Z | D | J | H | G | W | W | A | L | E |
| E | A | A | U | U | R | Q | G | A | U | I | X | D | M | Z | O | N | D | N | F |
| G | S | U | S | U | T | I | H | U | U | I | A | V | U | J | O | O | U | E | O |
| N | R | Y | V | K | B | I | G | U | Z | H | E | T | J | R | O | L | U | T | N |
8. Señale si las siguientes afirmaciones son verdaderas o falsas.
9. ¿Cómo puede considerarse un sistema HMI?
10. De acuerdo al lenguaje FBD, indique qué representan los siguientes símbolos.
| Símbolo | Descripción |
 |
|
 |
|
 |
|
 |
|
 |
|
 |